鋼鍛造品 製造において最も古く、最も信頼性の高い金属加工プロセスの 1 つです。どのような種類の鍛造鋼が存在するかについての簡単な答えは次のとおりです。 炭素鋼、合金鋼、ステンレス鋼、工具鋼、微量合金鋼 工業用鋼の鍛造で使用される 5 つの主要なカテゴリです。それぞれのタイプは異なる機械的および環境的要求に対応しており、間違ったタイプを選択すると、早期の故障、安全上の危険、または不必要なコストの超過につながる可能性があります。
この内訳では、各カテゴリーを詳しく取り上げています。各カテゴリーの違い、どこで最も優れたパフォーマンスを発揮するか、降伏強度、硬度、適用範囲を比較したときに実際にどのような数値が得られるかについて説明します。
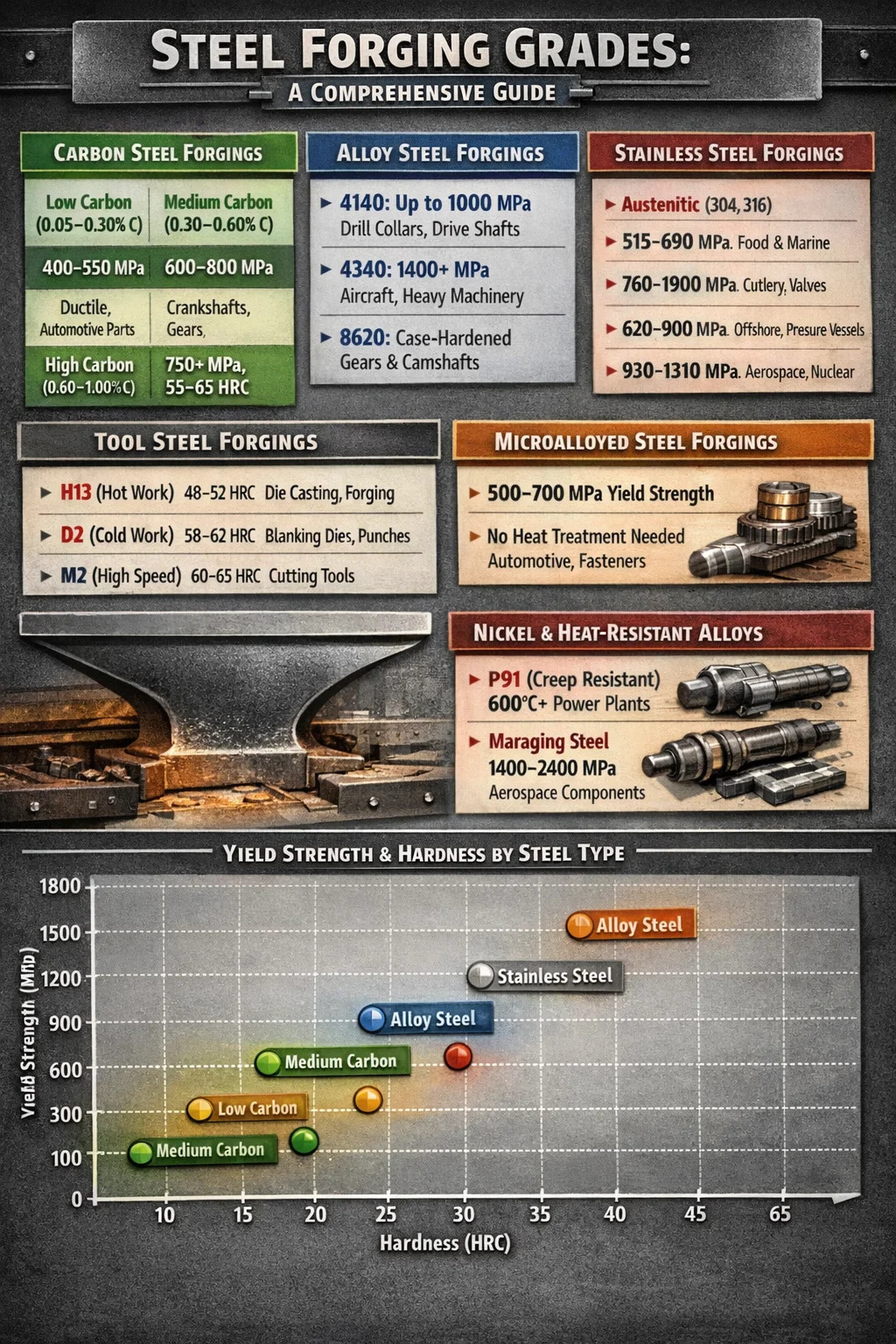
炭素鋼鍛造品: 業界の主力製品
炭素鋼は世界の全鍛造鋼生産量の大部分を占めています。炭素含有量に基づいて 3 つのサブグループに分類され、その炭素の割合は強度、硬度、延性に直接測定可能な影響を与えます。
低炭素鋼 (0.05% ~ 0.30% C)
低炭素鋼の鍛造品は延性が高く、成形が容易です。引張強度は通常 400 ~ 550 MPa の範囲です。構造部品や自動車車体部品、汎用ボルトなどに広く使用されている鍛造品です。硬化のための熱処理にはあまり反応しませんが、溶接や機械加工は容易です。
中炭素鋼 (0.30% ~ 0.60% C)
これは最も広く鍛造されている範囲です。 AISI 1040 や AISI 1045 などのミディアムカーボングレードは、強度と靭性のバランスが優れています。熱処理により降伏強度が 600 MPa を超える可能性があります。用途には、クランクシャフト、コネクティングロッド、車軸、歯車、鉄道部品などがあります。 AISI 1045 はおそらく、一般的な機械工学において最も一般的に指定される中炭素鋼鍛造品グレードです。
高炭素鋼 (0.60% – 1.00% C)
高炭素鍛造品は優れた硬度と耐摩耗性を実現しますが、より脆く、加工が困難です。ばね、切削工具、ワイヤーロープ、レール鋼などに使用されます。適切な熱処理後の硬度値は通常 55 ~ 65 HRC に達するため、設計を慎重に考慮しないと衝撃の多い用途には適していません。
合金鋼鍛造品: 化学による性能の向上
合金鋼鍛造品には、炭素鋼に見られる量を超えるクロム、モリブデン、ニッケル、バナジウム、またはマンガンが意図的に添加されています。これらの添加により、焼入れ性、高温での靭性、疲労や腐食に対する耐性が変化します。合金元素の総含有量は通常 1% ~ 5% です。
最も一般的に使用される合金鋼の鍛造グレードは次のとおりです。
- 4140 (Cr-Mo鋼): 焼入れ・焼き戻し状態での引張強さは1000MPaまで。石油およびガスのドリルカラー、防衛部品、自動車のドライブシャフトに使用されます。
- 4340 (Ni-Cr-Mo 鋼): 一般的に使用されている合金鋼の中で最も強度が高く、熱処理により引張強さは 1400 MPa を超えます。航空機の着陸装置、頑丈なクランクシャフト、高性能のアクスル シャフトに使用されています。
- 8620: 強靭なコアと硬い表面の両方が同時に必要とされるギアやカムシャフトに人気のある肌硬化グレードです。
- EN36 および EN24: タービン シャフトや原子力発電所のコンポーネントなどの重工業鍛造品向けの英国/欧州仕様で一般的です。
合金鋼鍛造の炭素鋼に対する利点は、焼き入れ性の深さにあります。直径 100 mm の 4140 バーは均一な微細構造にまで硬化することができますが、同じ直径の普通の炭素鋼では表面から中心部にかけて顕著な硬度の低下が見られます。
ステンレス鋼鍛造品: 機械的負荷下での耐食性
ステンレス鍛造品には重量で少なくとも 10.5% のクロムが含まれており、酸化や腐食に強い不動態酸化層を形成します。鍛造プロセスは、鋳造では再現できない方法でステンレス鋼の粒子構造を微細化し、優れた疲労強度と衝撃靱性を備えた部品を製造します。
ステンレス鋼の鍛造に使用される主な系統は次のとおりです。
| 家族 | 共通グレード | 一般的な引張強さ | 主要な用途 |
|---|---|---|---|
| オーステナイト系 | 304、316、321 | 515~690MPa | 化学処理、食品機器、海洋 |
| マルテンサイト系 | 410、420、440C | 760~1900MPa | 刃物、バルブ、ポンプシャフト、手術器具 |
| デュプレックス | 2205、2507 | 620~900MPa | 海洋石油、海水淡水化、圧力容器 |
| 析出硬化 | 17-4PH、15-5PH | 930~1310MPa | 航空宇宙、原子力、高性能バルブ |
316L ステンレス鋼の鍛造品は、炭素含有量が低いため溶接時の感作リスクが最小限に抑えられ、モリブデンの添加 (2 ~ 3%) により塩化物環境での耐孔食性が大幅に向上するため、製薬および食品加工で特に主流です。 二相グレード 2205 は、最低約 450 MPa で 316L の約 2 倍の降伏強度を備えているため、耐用年数を犠牲にすることなく、より薄い壁の設計とコンポーネントの重量の削減が可能になります。
工具鋼鍛造品: 成形および切断用途向けの極めて高い硬度
工具鋼は、極度の機械的ストレス、摩耗、熱の下でも硬度と形状を維持できるように特別に設計されています。鍛造プロセスを通じて製造される工具鋼は、要求の厳しい工具用途において、鋳造または圧延された代替品よりも大幅に長持ちする、洗練された均一な結晶粒構造を形成します。
工具鋼鍛造品は、AISI 分類システムによって次のように分類されます。
- Hシリーズ (熱間工具鋼): H13 や H11 などのグレードは、500°C を超える温度でも軟化に耐えるように配合されています。 H13 は、ダイカスト金型、押出成形金型、熱間鍛造金型そのものの世界標準です。繰り返しの熱サイクルに耐えられる十分な靭性を維持しながら、熱処理後に 48 ~ 52 HRC を達成します。
- D シリーズ (冷間加工、高クロム): D2 には約 12% のクロムと 1.5% の炭素が含まれており、室温で優れた耐摩耗性を備えています。非常に高い生産工程における寸法精度が重要なブランキングダイ、成形ツール、パンチに使用されます。
- Mシリーズ(ハイス鋼): M2 および M42 は、炭素鋼工具では硬度がすべて失われる温度でも刃先を維持します。タングステン、モリブデン、コバルトの組み合わせにより、M42 には高温硬度という利点が与えられ、ドリルビット、タップ、フライス、ブローチにおいてかけがえのないものになります。
- P シリーズ (金型鋼): プラスチック射出成形金型用に設計された P20 は、最も広く使用されている鍛造金型鋼の 1 つです。通常、28 ~ 34 HRC の事前硬化状態で供給されるため、機械加工後の熱処理の必要がありません。
工具鋼の鍛造には正確な温度管理が必要です。たとえば、H13 は 1010°C ~ 1150°C で鍛造する必要があり、亀裂を避けるために鍛造後にゆっくり冷却する必要があります。不適切な鍛造方法では、残留応力と粗大な炭化物ネットワークが発生し、靭性が大幅に低下します。
微細合金鋼鍛造品: 熱処理なしでニアネットシェイプの効率を実現
微細合金鋼(鍛造分野では HSLA(高強度低合金)鋼とも呼ばれます)は、炭素鋼の成形性と、以前は合金鋼と鍛造後の熱処理が必要であった強度レベルを組み合わせた最新のエンジニアリング ソリューションです。重要な添加物はバナジウム (0.05 ~ 0.15%)、ニオブ (0.02 ~ 0.05%)、およびチタンであり、これらは制御された冷却中に微細な炭化物および窒化物として沈殿する非常に少量です。
商業上の主な利点は、マイクロアロイ鋼鍛造品が焼き入れや焼き戻しを行わずに 500 ~ 700 MPa の降伏強度を達成できることであり、これにより生産サイクルにおける大幅なコストと時間のステップが削減されます。 自動車メーカーはまさにこの理由から、コンロッド、クランクシャフト、ステアリングナックルにマイクロアロイグレードを広く採用しています。
一般的なマイクロアロイ鍛造グレードには、38MnVS6、46MnVS3、SAE 1548V などがあります。これらのグレードは、鍛造操作とそれに続く制御された空冷により、2 回の別々の炉操作に代わって 1 回の熱サイクルで最終的な機械的特性が達成されるように設計されています。自動車の大量鍛造では、これは焼き入れ焼き戻しルートと比較して、部品あたり最大 30% のエネルギー節約に相当します。
1 つの制限は、マイクロ合金鋼のプロセス ウィンドウが従来の合金鋼よりも狭いことです。冷却中に適切な析出硬化が確実に行われるように、仕上げ鍛造温度 (通常は 900°C ~ 1050°C) を慎重に制御する必要があります。目標の微細構造からの逸脱は、予測不可能な機械的特性をもたらし、鍛造工程全体が不合格になる可能性があります。
極限環境向けのニッケルベースおよび耐熱鍛造鋼
標準的な分類を超えて、動作温度が従来の合金鋼の許容範囲を超える用途向けに、耐熱性およびニッケル含有鋼鍛造品の特殊なカテゴリが存在します。これらには、発電および航空宇宙タービンディスク用の耐クリープグレードや、超高強度構造用途用のマレージング鋼が含まれます。
耐クリープ鍛造鋼
P91 (9Cr-1Mo-V) や P92 などのグレードは、600°C 以上の温度で稼働する石炭およびガス発電所の鍛造蒸気ヘッダー、バルブ本体、タービン ケーシングに広く使用されています。 P91 鍛造品は、クリープ (高温での持続的な荷重下でのゆっくりとした時間依存の変形) に耐えるように設計されており、動作条件でのクリープ破断寿命は最小 100,000 時間です。また、クロム含有量により、普通炭素鋼では 450°C 以上では太刀打ちできない耐酸化性も備えています。
マレージング鋼
マレージング鋼には 18% のニッケルと非常に低い炭素が含まれており、その極度の強度が得られます。 1400 MPa から 2400 MPa 以上の降伏強度が達成可能 — 時効熱処理中の金属間化合物の析出によるもの。鍛造マレージング鋼部品は、航空宇宙ロケット モーター ケース、航空機アレスティング ギア、超高強度工具に使用されています。その強度にもかかわらず、それらは適度な強さを維持しており、老化する前にまだ比較的柔らかい状態のまま機械加工することができます。
鋼の種類ごとに鋼の鍛造プロセスが材料特性に与える影響
鍛造プロセス自体は、オープンダイ、クローズドダイ、リングローリング、または等温鍛造のいずれであっても、鋼の種類ごとに異なる影響を及ぼします。これらの相互作用を理解することは、材料の選択とプロセスの選択を分離できない理由を説明するのに役立ちます。
密閉型鋼の鍛造では、閉じ込められたビレットに高い変形力が加えられ、部品の形状に沿った連続的な粒子の流れを持つニアネットシェイプの部品が製造されます。この結晶粒の流れは、機械加工された棒材や鋳物に比べて鍛造品が持つ疲労耐性と耐衝撃性の利点に貢献します。棒材から機械加工されたコンロッドは、あらゆる機械加工面で粒子の流れを遮断します。鍛造コンロッドは、端から端まで途切れることのない粒子の連続性を維持します。
鍛造温度範囲は鋼の種類によって大きく異なります。
- 炭素鋼および低合金鋼: 熱間鍛造の場合は通常 1100°C ~ 1250°C
- ステンレス鋼 (オーステナイト系): 1100°C ~ 1200°C、鋭敏化を避けるためにゆっくりと冷却します
- 工具鋼: 1010°C ~ 1150°C、炉または断熱媒体での徐冷が必須
- マルエージング鋼:1100℃~1200℃、480℃で3~6時間鍛造後時効処理
- 二相ステンレス: 1100°C – 1180°C、その後水冷して相バランスを維持
約 650 °C ~ 950 °C の間で行われる温間鍛造は、冷間鍛造のような厳しいプレス力を必要とせずに、熱間鍛造よりも厳しい寸法公差が要求される中炭素鋼やマイクロアロイ材で注目を集めています。鋼の冷間鍛造は通常、低炭素グレードに限定され、最高の表面仕上げと寸法精度を実現しますが、かなり高い鍛造圧力が必要です。
適切な鍛造鋼材の選択: 実践的なフレームワーク
適切な鍛造鋼グレードを選択するには、いくつかの競合する要素のバランスをとる必要があります。すべての特性を同時に最適化する単一グレードはありません。次のフレームワークは、産業用途に最も関連する意思決定変数をキャプチャします。
- 機械的要件: 最小降伏強さ、硬度、衝撃エネルギー (シャルピー値)、および疲労寿命を定義します。これにより、カテゴリーが即座に絞り込まれます。1200 MPa の降伏強度が必要な場合、炭素鋼は除外されます。 400MPaで十分なら合金鋼は無駄なコストです。
- 環境暴露: 塩化物環境では、コーティングされない限り、ほとんどの炭素鋼および低合金鋼が使用されなくなります。動作温度が上昇すると、約 400°C を超える炭素鋼は使用できなくなり、クロムを含む耐クリープ性グレードが必要になります。
- 断面サイズと焼入性: 重要な用途に使用される大断面鍛造品 (直径 100 mm 以上) には、断面全体で均一な特性を達成するために十分な焼入れ性を備えた合金鋼グレードが必要です。炭素鋼にはハードケースと厚い部分のソフトコアがあります。
- 機械加工性と下流処理: 鍛造後に大規模な機械加工を行う場合、自由加工特性を得るために硫黄を添加した材種を使用すると、横方向の靭性がある程度犠牲になりますが、サイクルタイムが短縮されます。
- 量とコスト: 生産量が非常に多い場合、鍛造後の熱処理を不要にするマイクロアロイグレードにより、大幅なコスト削減が実現します。少量バッチの特殊部品の場合、熱処理コストは部品コスト全体に占める割合が小さいため、高性能合金グレードの方が実現可能です。
実際には、ほとんどのエンジニアは、特定のサービス カテゴリに許容される材料を指定する ASME、EN 10250、ASTM A668 などの該当する設計規定に従っています。これらのコードは、数十年にわたる現場での経験と標準化されたテストを通じて、関連する使用条件に対して検証された、適格な鍛造鋼グレードの短いリストに選択肢を絞り込みます。
業界特有の鋼鍛造グレードの使用法
さまざまな分野が、数十年にわたる性能データと規制要件に基づいて、推奨される鋼鍛造材料に集結してきました。これらの業界標準を理解することで、仕様作業の実際的な開始点が得られます。
自動車用鍛造鋼材
自動車部門は世界中で最も大量の鍛造鋼を消費しています。乗用車のクランクシャフトは、主に中炭素マイクロ合金鋼 (38MnVS6) または 1045 焼き入れ焼き戻し鋼から鍛造されています。大型トラックのクランクシャフトには、より高い比出力での優れた疲労性能を実現する 4340 または類似のニッケル - クロム - モリブデン合金鋼が使用されています。コンロッドは、C70S6 高炭素鋼を使用した破断分割設計に大幅に移行しました。これにより、鍛造後にキャップを切り離し、その後非常に高い精度で再組み立てすることができます。 機械加工作業が不要になり、コンロッドの製造コストが約 15 ~ 20% 削減されます。 従来のフライス加工や研削と比較して。
石油およびガス鋼の鍛造品
硫化水素が存在する酸っぱい使用環境では、鍛造鋼に特に厳しい要求が課せられます。 NACE MR0175/ISO 15156 はサワーサービスの材料選択を規定しており、硫化物応力亀裂を防ぐためにほとんどの炭素鋼および低合金鋼の硬度を最大 22 HRC に制限しています。 F22 (2.25Cr-1Mo) および F5 (5Cr-0.5Mo) は、高温、高圧の坑口およびパイプライン用途におけるバルブ本体およびフランジ用の標準合金鍛造グレードです。
航空宇宙用鋼鍛造品
着陸装置コンポーネントは、鍛造鋼の中で最も構造的に要求の厳しい部品の 1 つです。 300M 鋼 (シリコンとバナジウムを添加した改良型 4340) が主な着陸装置材料であり、1930 MPa 以上の引張強度を実現します。 AerMet 100 およびその他の超高強度鋼は、以前の高強度グレードと比較して破壊靱性を向上させながら、引張強度を 1965 MPa 以上に押し上げます。すべての航空宇宙用鍛造品は、全数超音波検査と多くの場合磁粉検査の対象となり、溶融熱と鍛造ロットに対するトレーサビリティが必要となります。
発電と核鍛造
大型タービンローター鍛造品の重量は 5 ~ 200 トンで、26NiCrMoV11-5 や 30CrMoNiV5-11 などの低合金鋼から製造されます。これらの鍛造品は、タービンの動作温度で高い衝撃靱性を確保するために、厳密に制御された硫黄とリンのレベル (通常はそれぞれ 0.005% 未満) を必要とします。原子炉圧力容器の鍛造品には、A508 グレード 3 (欧州規格の 20MnMoNi4-5 に相当) が使用されます。このグレードは、長い規制検証の歴史があり、原子力安全規定で要求される広範なシャルピーおよび破壊靱性に関する文書を備えています。
鍛造品の品質基準と試験
鋼の鍛造グレードに関係なく、品質保証は国際規格に準拠した一貫したパターンに従います。鍛造鋼に関して最も参照される規格には、ASTM A668 (一般的な合金鋼鍛造品)、ASTM A182 (合金鋼フランジおよび継手)、EN 10250 (一般エンジニアリング用の自由型鋼鍛造品)、API 6A (坑口およびクリスマス ツリー装置) があります。
鍛造鋼製コンポーネントの標準品質チェックには次のものが含まれます。
- 機械的試験: 引張、降伏、伸び、面積減少、およびシャルピー衝撃 (一部の極低温用途では -196°C までの指定温度で)
- 硬度の検証: ブリネル硬度 (HBW) は代表的な断面でチェックされ、場合によっては硬化を確認するために硬度を横切ることもあります。
- 超音波検査 (UT): 同等の平底穴サイズを参照した合格基準による、表面下の欠陥の 100% 体積検査。通常、仕様に応じて FBH 2 mm ~ FBH 6 mm の範囲です。
- 化学組成の検証: 取鍋と製品の分析によりグレードの適合性を確認します。多くの場合、基本規格が要求するよりも厳しい残留元素制限が適用されます。
- マクロおよびミクロ検査: 断面のエッチングにより、木目の流れ、偏析、内部の健全性が明らかになります。粒子サイズと微細構造を確認するための金属組織検査
熱処理後の超音波検査に合格しなかった鍛造品は、廃棄するか再処理する必要があります。固体鍛造品の内部欠陥を修復する選択肢はありません。 このため、特にエネルギーや防衛用途向けの大型合金鋼鍛造品において、許容範囲の歩留まりを達成するには、清浄な真空脱ガス鋼ビレットの選択と鍛造中の慎重なプロセス制御が重要になります。