合金鋼は普通の炭素鋼よりも大幅に強度があります。合金鋼の引張強さは、グレードと熱処理条件に応じて〜 600MPa~1900MPa以上 、降伏強度は約 415 MPa から最大 1600 MPa 以上です。合金鋼鍛造品として製造される場合、これらの値は、鍛造プロセスによって生成される結晶粒の微細化と方向性のある繊維構造によってさらに向上します。通常、鋳造または圧延された形状の同じ合金と比較して 10 ~ 30% 優れた疲労強度が得られます。
「合金鋼」という言葉は、幅広い種類の鋼をカバーします。それらを結合するのは、標準的な炭素鋼に含まれるレベルを超えるレベルの合金元素 (クロム、モリブデン、ニッケル、バナジウム、マンガン、シリコン、またはこれらの組み合わせ) を意図的に添加することです。それぞれの添加は特定の目的を果たします。クロムは焼入れ性と耐食性を向上させ、モリブデンは高温強度を向上させて焼き戻し脆化を防止し、ニッケルは低温での靭性を向上させ、バナジウムは耐摩耗性を向上させながら粒度を微細化します。これらの複合効果により、原材料価格の上昇とより厳しい熱処理要件を犠牲にして、ほぼすべての機械カテゴリーで炭素鋼よりも優れた性能を発揮する材料となります。
合金鋼の強度数値: データが実際に示すもの
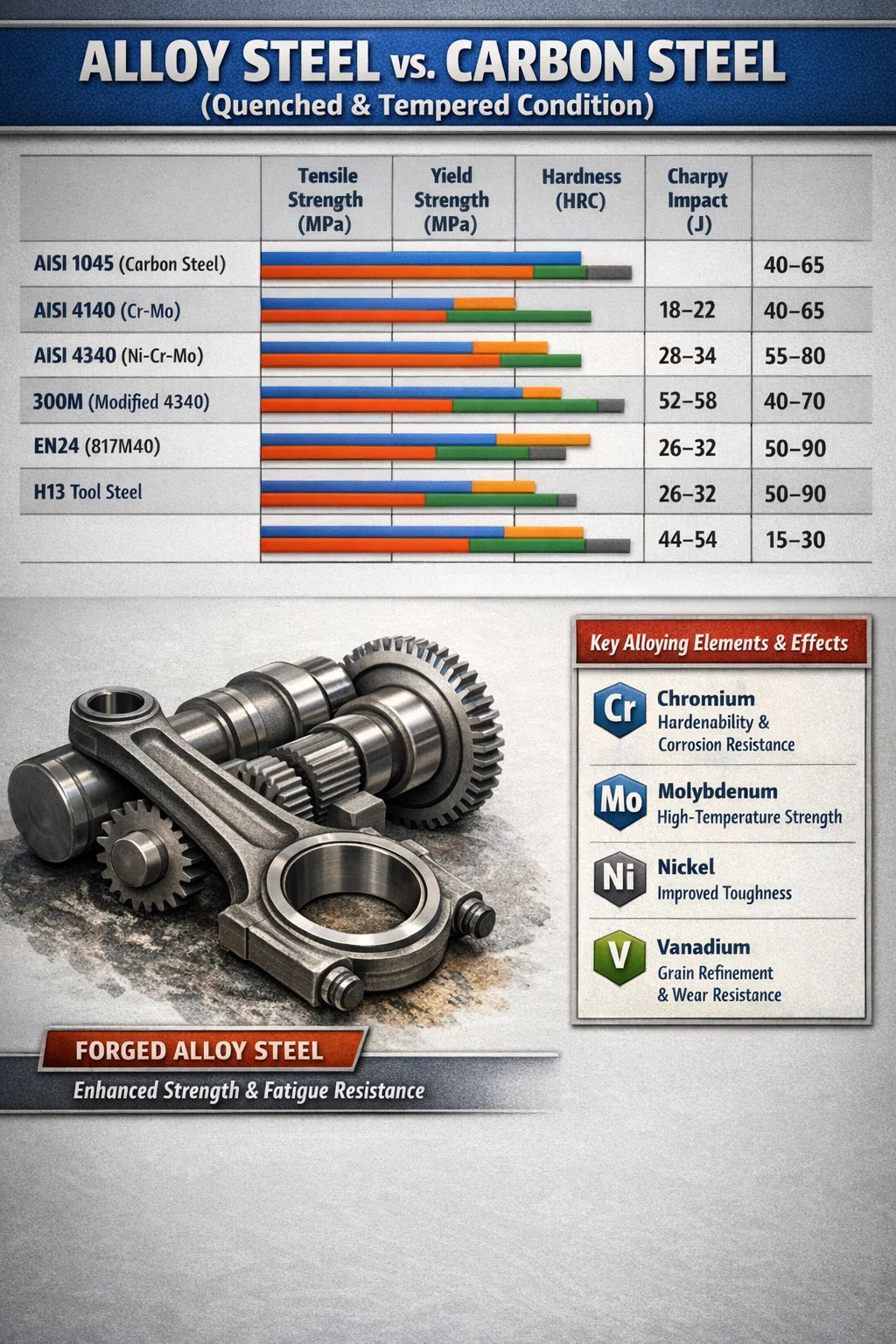
合金鋼の機械的特性データは、グレード、断面サイズ、熱処理条件によって大きく異なります。以下の表は、広く使用されているいくつかの合金鋼グレードを、一般的な熱処理条件で参考用の炭素鋼と並べて比較しています。
| グレード | 引張強さ(MPa) | 降伏強さ(MPa) | 硬度(HRC) | シャルピーインパクト(J) |
|---|---|---|---|---|
| AISI 1045 (炭素鋼、Q&T) | 570–700 | 380–520 | 18~22 | 40~65 |
| AISI 4140 (Cr-Mo、Q&T) | 900–1100 | 655–965 | 28–34 | 55~80 |
| AISI 4340 (Ni-Cr-Mo、Q&T) | 1100–1450 | 980–1380 | 35–44 | 40~70 |
| 300M (修正4340) | 1930 ~ 2000 年 | 1585–1655 | 52–58 | 34–54 |
| EN24 (817M40、Ni-Cr-Mo) | 850~1000 | 700~850 | 26–32 | 50~90 |
| H13工具鋼(熱間加工) | 1200–1600 | 1000–1380 | 44–54 | 15~30 |
これらの数値は、100mm 未満の標準棒材または鍛造品の断面のものです。厚い材料全体で微細構造がどの程度均一に発達するかは焼入性によって制限されるため、大きなセクションでは特性が低くなります。この要因は炭素鋼で特に顕著であり、4340 のような高合金グレードではそれほど深刻ではありません。
なぜ 合金鋼鍛造品 鋳造または圧延合金鋼よりも強い
鍛造プロセスは、鋳造や圧延では完全には再現できないことを行います。つまり、高温の間に鋼に制御された塑性変形を強制し、内部の気孔を閉じ、結晶粒度を微細化し、完成品の形状に従う連続的な結晶粒の流れを作成します。合金鋼鍛造品では、この組み合わせにより、同じ合金が他の製品形状で達成するものを超える機械的特性が得られます。
実際の違いは測定可能です。公開されている鍛造 4340 合金鋼と鋳造 4340 合金鋼の比較では、鍛造バージョンが通常次の性能を達成していることが示されています。
- 繰り返し荷重下での疲労強度が 20 ~ 30% 向上
- 15 ~ 25% 優れた耐衝撃性 (シャルピー吸収エネルギー)
- 延性の向上と引張試験における面積の縮小
- 同じ部品内の異なる場所から採取された試験片間の一貫性が向上
グレンフローの利点は、交互または衝撃荷重がかかるコンポーネントの場合に特に顕著です。鍛造合金鋼コンロッドまたはクランクシャフトには、フィレット半径、つまり疲労亀裂が始まる場所を通る粒子の流れが途切れることがありません。鋳造同等品は、重要な位置でランダムな結晶方位を持っています。そのため、自動車および航空宇宙技術者は、高サイクル疲労用途に鋳造ではなく合金鋼鍛造品を指定します。
密閉型合金鋼鍛造品は、ASTM A668、EN 10250、および AMS 規格で指定された機械的特性の最低値を一貫して満たすかそれを超えていますが、名目上同一組成の鋳造品は、多くの場合、設計限界内に保つためにグレードのダウングレードまたは安全率の調整が必要です。
合金鋼の強度における合金元素の役割
鋼中の各合金元素は、異なる冶金学的メカニズムを通じて強度に影響を与えます。これらのメカニズムを理解すると、特定の強度目標に特定の合金の組み合わせが使用される理由が説明されます。
クロム(Cr)
クロムは、0.5% ~ 18% の範囲の濃度で合金鋼に添加されます (上限の範囲はステンレス鋼の領域です)。構造用合金鋼および鍛造用合金鋼では、0.5 ~ 1.5% のクロムにより硬化性が大幅に向上します。つまり、鋼は焼入れ後により大きな断面サイズで完全硬化できることになります。また、安定した炭化物を形成して耐摩耗性を向上させ、鋼の焼き戻し耐性を高めます。これは、鍛造品を高温で焼き戻しして強度をあまり失わずに靭性要件を満たす場合に重要です。
モリブデン(Mo)
モリブデンは、添加される単位重量あたり最も効果的な硬化剤の 1 つです。 Mo が 0.15 ~ 0.30% であっても、TTT (時間-温度-変態) ダイアグラムに大きな変化が生じ、より遅い冷却速度でも大型合金鋼鍛造品で完全なマルテンサイト変態を達成することができます。モリブデンはまた、375 ~ 575 °C の範囲で焼き戻された Ni-Cr 鋼に影響を与える粒界弱化の一種である焼き戻し脆化を抑制し、4140 や 4340 などの Mo 含有材種の厚肉用途の信頼性を高めます。
ニッケル(Ni)
ニッケルは、ほとんどの炭素鋼や低合金鋼が脆くなる氷点下の温度を含む、幅広い温度範囲で靭性を高めます。 9% ニッケル鋼の延性から脆性破壊への移行 (DBTT) は -196°C 未満に抑えることができるため、ニッケル合金鋼が極低温圧力容器や LNG 貯蔵に指定されています。 4340 に含まれる 1.8% の Ni レベルの主な利点は、降伏強度を犠牲にすることなく破壊靱性が向上することです。この組み合わせにより、4340 合金鋼鍛造品は航空機の降着装置、兵器、および高性能ドライブトレイン部品の標準的な選択肢となります。
バナジウム(V)
バナジウムは、強力な結晶粒微細化剤および炭化物形成剤です。 0.05 ~ 0.15% という低い濃度で、加熱中にオーステナイト粒界を固定し、熱処理後により微細な粒径を生成します。結晶粒が微細になると、降伏強度 (ホール-ペッチ関係) が向上し、靱性が同時に向上します。これは珍しい組み合わせです。バナジウムは、微細合金鍛造鋼 (38MnVS6 など) の設計の中心であり、制御された冷却中に析出硬化をもたらし、別個の焼き入れ焼き戻しサイクルを行わずに合金が強度要件を満たすことができるようになります。
マンガン(Mn)
マンガンはすべての合金鋼に含まれていますが、固溶強化を通じて焼入性と引張強度を高めるために、炭素鋼のベースライン(合金グレードでは通常0.6〜1.8%のMn)よりも多く含まれています。また、硫黄と結合して MnS 介在物を形成し、これは被削性に有益です。マンガン濃度が非常に高い (12% 以上) と、非常に急速に加工硬化するオーステナイト鋼が生成されます。これは、精密合金鋼鍛造品ではなく、摩耗プレートやクラッシャー部品に使用されるまったく異なる特性プロファイルです。
熱処理によって合金鋼鍛造品の最終強度がどのように決定されるか
構造用途で使用される合金鋼鍛造品の場合、鍛造そのままの状態が最終状態になることはほとんどありません。鍛造後の熱処理により、最終的な微細構造が制御され、それによって強度、硬度、靱性のバランスが制御されます。同じ 4140 鍛造品は、指定された鍛造後の熱処理に完全に応じて、700 MPa (焼きなまし) から 1400 MPa 以上 (貫通硬化および低温焼き戻し) の範囲の引張強度で提供できます。
クエンチアンドテンパー(Q&T)
合金鋼鍛造品の最も一般的な熱処理です。鍛造品はオーステナイト化され(通常、4140 の場合は 830 ~ 870 °C、4340 の場合は 800 ~ 845 °C)、油または水中で焼き入れされてマルテンサイトを形成し、その後 150 °C ~ 650 °C の制御された温度で焼き戻されます。焼き戻し温度は、最終強度を制御する主な変数です。200°C での焼き戻しでは、最大の硬度が得られますが、衝撃靱性が低下します。 600℃で焼き戻すと、強度はいくらか犠牲になりますが、優れた靭性が得られます。 315°C で焼き戻された 4340 鍛造品は、約 1650 MPa の引張強度を達成します。同じ鍛造品を 595°C で焼き戻すと、圧力は約 1000 MPa に低下しますが、衝撃エネルギー値は 3 倍以上になります。
正規化と焼き戻し
焼入れではなくオーステナイト化温度から空冷する正規化処理により、Q&T よりも強度は低いものの、大きな断面にわたってより均一な特性を備えたパーライトまたはベイナイトの微細構造が生成されます。完全硬化が物理的に不可能なタービン シャフトや圧力容器フランジなどの非常に大型の合金鋼鍛造品の場合、焼きならしと焼き戻しが標準的な熱処理であり、重量セクションの 4140 などのグレードで 700 ~ 900 MPa の範囲の引張強度を達成します。
析出硬化と時効
特定の合金鋼、特にマレージング鋼や析出硬化型ステンレスグレードは、マルテンサイトの形成ではなく、480 ~ 510°C で制御された時効処理中に微細な金属間化合物を析出させることで、その並外れた強度を実現します。マレージング 350 合金鋼鍛造品は、このメカニズムにより 2400 MPa の降伏強度に達することができます。これは、商業規模で製造され、構造用途に使用される鋼製品で達成可能な最高の強度範囲であり続けます。
合金鋼の強度と他の材料: 直接比較
合金鋼の強度を他の構造材料と比較して考えると、チタン合金、アルミニウム合金、および高度な複合材料が入手可能であるにもかかわらず、要求の厳しい鍛造用途において合金鋼が依然として主要な選択肢である理由が説明されます。
| 材質 | 引張強さ(MPa) | 降伏強さ(MPa) | 密度 (g/cm3) | 比強度(MPa・cm3/g) |
|---|---|---|---|---|
| 合金鋼 4340 (Q&T) | 1100–1450 | 980–1380 | 7.85 | 140~185 |
| 炭素鋼 1045 (Q&T) | 570–700 | 380–520 | 7.85 | 73–89 |
| チタン Ti-6Al-4V(鍛造) | 930–1170 | 880–1100 | 4.43 | 210–264 |
| アルミニウム 7075-T6 (鍛造) | 500~570 | 430~500 | 2.81 | 178–203 |
| ねずみ鋳鉄 | 170~250 | 該当なし (脆い) | 7.20 | 24–35 |
絶対的な強度に基づいて、合金鋼鍛造品はチタンに匹敵し、アルミニウムや鋳鉄をはるかに上回ります。特定の強度ベース(単位重量あたりの強度)では、チタンと高強度アルミニウムは合金鋼よりも優れています。そのため、重量が主な要因となる航空宇宙設計ではチタンが使用されます。ただし、 合金鋼鍛造品は、大規模なチタンでは太刀打ちできない単位強度当たりのコストの利点を提供します。 、また、より高い弾性率(チタンの 114 GPa に対して 200 GPa)は、荷重時のたわみが少ないことを意味します。これは、精密機械、歯車、および応力下の寸法安定性が重要となるあらゆる用途にとって重要です。
断面サイズが合金鋼の鍛造強度に及ぼす影響
合金鋼の強度の実際上最も重要でありながら過小評価されている側面の 1 つは、断面サイズの増加に伴って強度がどのように低下するかです。焼入性 (鋼がその断面全体にわたって完全なマルテンサイトまで硬化する能力) によって、実際のコンポーネントで理論上の最大強度がどの程度実際に達成可能であるかが決まります。
炭素鋼 1045 の硬化性は非常に限られています。直径 25 mm の棒材を水中で急冷すると、ほぼ完全にマルテンサイトの微細構造が生成され、最大強度に近づきます。直径 100 mm の棒では、コアの冷却が遅すぎてマルテンサイトに変態せず、表面よりも引張強度が 30 ~ 40% 低い粗いパーライトとして残ります。直径 200mm では、1045 バーの表面でも硬化が不完全になる可能性があります。
クロムとモリブデンを添加した 4140 合金鋼は、大幅に優れた硬化性を維持します。均一なマルテンサイトへの完全硬化は、油焼き入れで直径約 75 mm まで達成できます。 4340 はニッケル含有量を追加し、油焼入れでこれを 100 mm 以上に延長します。 臨界断面が 200 mm を超える合金鋼鍛造品の場合、表面付近だけでなく断面全体で最小降伏強度の仕様が満たされていることを確認するために、26NiCrMoV14-5 や 34CrNiMo6 などの大きな断面向けに特別に設計されたグレードが必要です。
これが、タービンローター、重いクランクシャフト、または原子炉圧力容器用の大型合金鋼鍛造品に、小型部品とは異なるグレードの材料を使用する理由です。合金化は、直径 500 mm 以上の鍛造品の中心線に完全硬化特性をもたらすのに十分なものでなければなりません。
合金鋼鍛造品の疲労強度: 繰返し荷重の現実
静的引張強度と降伏強度だけが重要な尺度ではありません。使用中のほとんどの構造的破損は、単一の過負荷ではなく疲労、つまり静的降伏点をはるかに下回る反復荷重下で亀裂が進行的に成長することによって発生します。ここで、合金鋼鍛造品には、単純な引張強さの数値では捉えられない利点が示されます。
疲労強度 (材料が破断することなく 10⁷ サイクルに耐えることができる応力振幅) は、引張強度が約 1400 MPa までの鋼の引張強度と一般的な関係に従います。疲労限界は引張強度のおよそ 0.45 ~ 0.50 倍です。これは、引張強度 1000 MPa の 4140 合金鋼鍛造品の耐久限界が約 450 ~ 500 MPa であることを意味します。これは、引張強度 600 MPa の 1045 炭素鋼鍛造品の約 2 倍です。
引張強さが 1400 MPa を超えると、この単純な比率は崩れます。高強度合金鋼の鍛造品は、表面仕上げ、残留応力、微細構造の清浄度に対してますます敏感になっています。機械加工表面仕上げを施した 1600 MPa での 4340 鍛造品は、表面の傷が応力集中部として機能するため、実際の疲労限度は研磨試験片よりもはるかに低くなります。これが、航空宇宙およびモータースポーツ用の高性能合金鋼鍛造品が機械加工後にショットピーニングされる理由です。ショットピーニングによって引き起こされる圧縮残留応力層により、代表的な荷重条件下で疲労寿命が 2 ~ 4 倍延長されます。
制御された鍛造方法、細粒熱処理、および表面ピーニングを組み合わせることで、4340 合金鋼鍛造品の実効疲労強度を 700 ~ 800 MPa まで高めることができます。 - 自動車および航空宇宙産業において、機械加工されたビレットよりも鍛造コンポーネントが好まれる理由となる値です。この場合、粒子の流れは任意であり、表面圧縮層は存在しません。
主要な合金鋼鍛造グレードとその強度プロファイル
最も一般的に指定される合金鋼鍛造グレードの実際の強度範囲を理解することで、エンジニアは最初の材料を選択するための実用的な参考資料が得られます。
AISI 4140: 汎用主力製品
4140 (0.38 ~ 0.43% C、0.8 ~ 1.1% Cr、0.15 ~ 0.25% Mo) は、一般産業および石油およびガス用途で最も広く使用されている合金鋼鍛造材種です。 Q&T 条件では、ほとんどの機械的用途に適した靭性を備えた 900 ~ 1100 MPa の引張強度を実現します。これは、ドリル カラー、ツール ジョイント、カップリング スリーブ、フランジ、および中程度のシャフトのデフォルトの材料です。プリハードン状態 (28 ~ 34 HRC) での優れた被削性により、機械加工後の熱処理能力のない工場で実用的です。
AISI 4340: 高強度構造用途
4340 (0.38 ~ 0.43% C、1.65 ~ 2.00% Ni、0.70 ~ 0.90% Cr、0.20 ~ 0.30% Mo) は、強度と靱性において 4140 より上のステップを占めます。ニッケルの添加が重要な差別化要因です。ニッケルの添加により、焼入性がより大きな部分まで拡張され、低温靱性が劇的に向上します。 4340 合金鋼鍛造品は、航空機の着陸装置 (通常、MIL-S-5000 に準拠して 1930 MPa の引張強度)、大型ディーゼル エンジンの頑丈なクランクシャフト、および高性能アクスル シャフトの標準素材です。深い焼入性により、完全な機械的特性が必要とされる断面 75 mm を超える鍛造部品に最低限許容されるグレードとなります。
300M: 航空宇宙用超高強度
300M は基本的に 1.45 ~ 1.80% のシリコンと 0.05 ~ 0.10% のバナジウムで修飾された 4340 です。シリコンの添加により、焼き戻し中のマルテンサイトの軟化が遅くなり、鋼は 60 MPa√m 以上の破壊靱性値を維持しながら、1930 MPa 以上の引張強さに達することができます。これは、4340 が同じ強度レベルでは達成できない組み合わせです。 1960 年代以降に製造されたほぼすべての民間航空機および軍用航空機の着陸装置軸は、300 M 合金鋼鍛造品でした。 安全性が重要な用途におけるその疲労および破壊靱性の証明により、数十年にわたる競合する材料開発にもかかわらず、事実上代替不可能なものとなっています。
EN36 および EN39: 肌硬化合金鋼
これらのニッケル クロム浸炭グレードは、非常に硬く耐摩耗性の表面 (60 ~ 64 HRC) と強靱で耐衝撃性のコアが共存する必要がある合金鋼鍛造品に使用されます。鍛造後、浸炭または浸炭窒化処理を行い、表面に0.5~2.0mmの深さまで炭素を付加させます。その結果、表面での接触疲労や摩耗に耐えながら、強靭なコアを通じて衝撃荷重を吸収するコンポーネントが生まれました。これは、動力伝達装置や鉱山機械の頑丈なギア、カムシャフト、スプラインシャフトに必要な正確な組み合わせです。
H13 および H11: 熱間工具鋼鍛造品
H13 (5% Cr、1.5% Mo、1% V) は熱間加工工具の世界標準です。 H13 は、棒材ではなく鍛造品として製造された場合、構造用合金鋼で説明したのと同じ結晶粒流と密度の利点の恩恵を受けます。アルミニウム ダイカスト用の鍛造 H13 ダイ インサートは、文書化された製造比較において、バーから機械加工された代替品よりも 20 ~ 40% 長い耐用年数を達成しています。これは単純に、鍛造により微細気孔が閉じられ、炭化物の分布がより適切に調整されるためです。使用時の H13 硬度は通常 44 ~ 50 HRC で、室温で 1600 MPa 以上の圧縮降伏強さを実現し、600°C では 600 MPa 以上に維持されます。
合金鋼鍛造強度の試験と検証
合金鋼鍛造品の強度主張は、ほとんどの重要な用途において材料証明書のみに基づいて認められることはありません。製造用鍛造品、または鍛造品に取り付けられた代表的な延長部分から採取したテスト クーポンの物理的試験は、ほとんどの調達基準で義務付けられています。
合金鋼鍛造品の標準認定テストには次のものが含まれます。
- 室温引張試験: 極限引張強さ、0.2%耐力(降伏)強さ、伸び率%、面積減少率%を測定します。これら 4 つの値は、静的な機械的応答を完全に特徴づけます。
- シャルピー V ノッチ衝撃試験: 指定された温度 (用途に応じて、多くの場合 0°C、-20°C、または -40°C) で実施され、吸収エネルギーをジュール単位で測定し、材料が脆性遷移領域で動作していないことを確認します。
- ブリネルまたはロックウェル硬度: 引張強度 (鋼の場合は 1 HBW ≈ 3.5 MPa の引張) の迅速で非破壊的な代用ツール。破壊試験の前に鍛造品を選別し、バッチ全体での熱処理の均一性を検証するために使用されます。
- 超音波検査 (UT): 有効耐荷重断面積を減少させる内部欠陥を検出する容積検査。 ASTM A388 または EN 10228-3 に基づく許容レベルにより、最大許容表示サイズが定義されます。
- 破壊靱性 (K₁c): 航空宇宙および核合金鋼の鍛造品に必要です。亀裂が不安定に伝播する応力拡大係数を MPa√m で表します。 4340 は 1380 MPa の引張で通常 50 ~ 60 MPa√m の K₁c を達成します。シリコン修飾により、同じ強度レベルで 300M は 65 ~ 80 MPa√m を達成します。
NACE MR0175 によって管理される石油およびガス用途では、硬度試験は単なる品質チェックではなく、安全性の検証でもあります。22 HRC (引張強度約 760 MPa) を超える合金鋼鍛造品は、硫化物応力亀裂のリスクがあるため、酸性の使用環境では禁止されているからです。 これは、最大許容強度が材料の能力よりも低い場合の 1 つであり、機械的荷重の制限ではなく、環境による亀裂が原因です。
現実世界の強度パフォーマンス: 使用中の合金鋼鍛造品
実験室の機械的特性データは、制御された条件下で合金鋼鍛造品がどのような成果を達成できるかを示しています。フィールドサービスで起こっていることは、強度、耐疲労性、靱性の組み合わせについて、より完全なストーリーを物語っていることが多く、需要の高い業界では合金鋼鍛造品が主要な選択肢となっています。
商用車のパワートレインでは、鍛造合金鋼クランクシャフトは、仕様に従って製造された場合、日常的に 800,000 km 以上の使用を重ねても疲労故障はありません。一般的なコスト削減の代替品であるダクジュラー鋳鉄から製造された同じクランクシャフト形状では、同等の条件下で走行距離の 3 分の 1 から 2 分の 1 で疲労破壊が発生します。そのため、すべての大型トラック OEM は、材料コストが高いにもかかわらず、クランクシャフトに合金鋼鍛造品を指定し続けています。
石油・ガス分野では、4140 合金鋼のドリルカラー鍛造品が、底穴アセンブリ内でねじり、曲げ、軸方向の複合荷重を受けて動作し、坑井の耐用年数にわたって何百万回も繰り返します。 API 仕様 7-1 要件を満たす適切に熱処理された 4140 鍛造品の文書化されたドリル カラーの故障率は非常に低く、発生した故障の大部分は、材料固有の弱点ではなく、不適切な熱処理、腐食損傷、または取り扱い上の損傷に起因します。
発電分野では、蒸気タービン用の大型低合金鋼ローター鍛造品(通常 25 ~ 100 トン)が、ベースロード発電所での継続的な周期的な熱負荷と機械負荷の下で 40 年を超える耐用年数を実証しています。性能記録は、大型合金鋼鍛造品が鍛造施設から出荷される前に受ける厳密な組成管理、真空脱ガス、および包括的な機械試験の直接の結果です。このサイズと重量のローターを製造する他のルートは、これと同じ信頼性の記録に達しません。