直接の答え: 鍛造コストの計算式
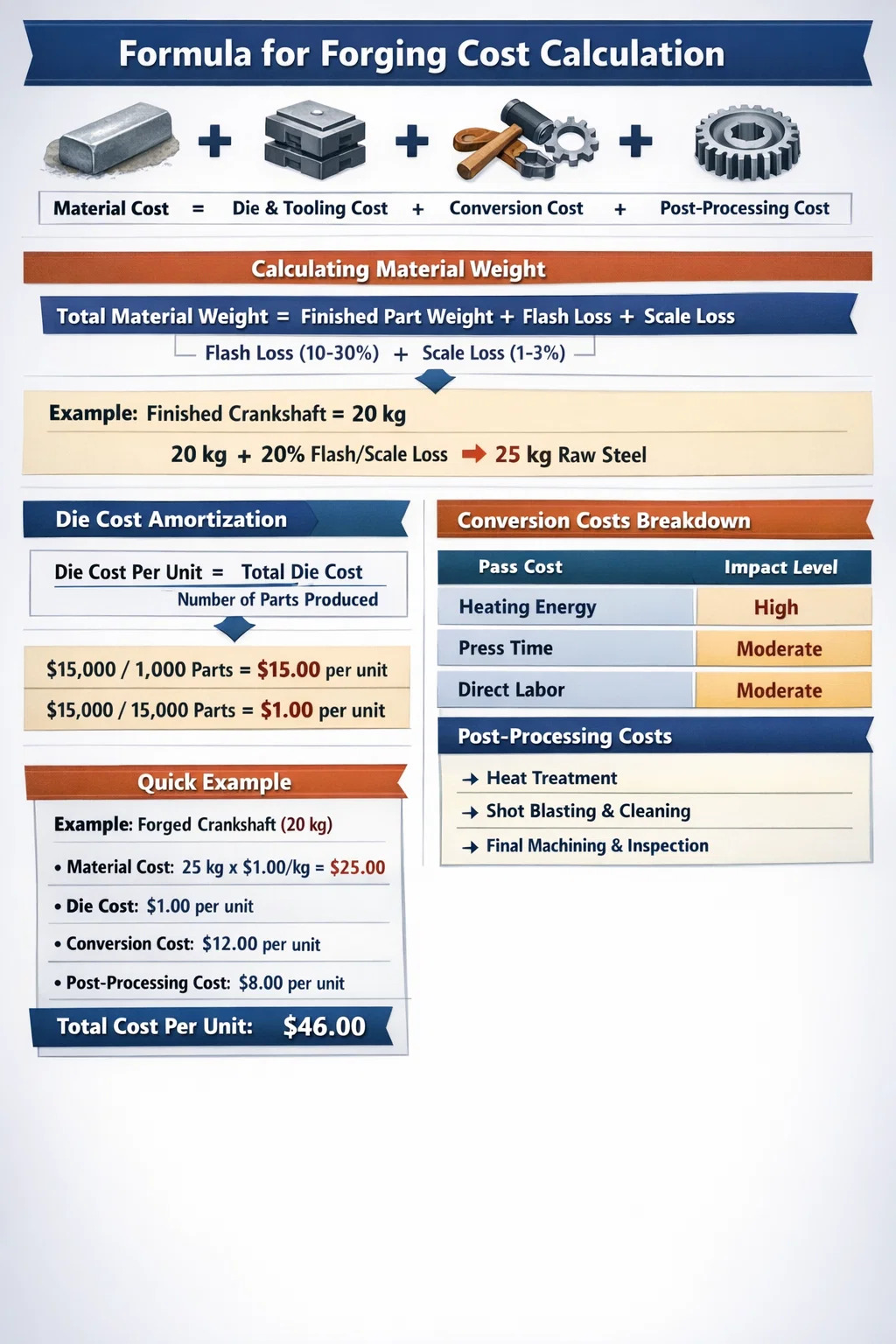
総コストの計算 steel forging これには、次の 4 つの主要な柱を合計することが含まれます。 Material Cost (正味重量とフラッシュ損失)、 Tooling/Die Costs (生産期間にわたって償却)、 Conversion Cost (エネルギー、労働力、機械のオーバーヘッド)、および Post-Processing Costs (熱処理と機械加工)。標準的な中型ギアの場合、材料は通常、総単価の 40% ~ 50% を占めますが、前払いの変動要素としては工具が最も大きくなります。
原材料コストと収量効率
推定の出発点は、生のビレットの重量です。で steel forging 、完成した部品の実際の重量よりも多くの金属の代金を支払う必要があります。これは「フラッシュ」、つまりキャビティを完全に埋めるために金型からはみ出す余分な金属が原因です。
材料重量の計算
材料の総重量 = 完成品の重量 フラッシュ損失スケール損失。スケールの損失は、加熱中に鋼の表面が酸化するときに発生します。通常はこれで説明されます 総重量の1%~3% 。フラッシュ損失は、単純な形状の 10% から、薄く複雑な形状の場合は 30% に及ぶ可能性があります。
- Example: If a finished crankshaft weighs 20kg and has a 20% flash/scale loss, you must purchase 25kg of raw steel .
- 現在の市場レート: 特定のグレードの kg あたりの価格を掛けます (例: 1045 炭素鋼と 4140 合金鋼)。
金型および工具の償却
鍛造金型は、精密機械加工され熱処理された高張力工具鋼 (H13 など) から作られているため、高価です。これは「サンクコスト」であり、1 個あたりの価格に考慮する必要があります。
これを計算するには、ダイ セットの総コスト (例: 15,000 ドル) を予想生産量で割ります。部品を 1,000 個しか製造しない場合、ツールによって追加される $15.00 per unit 。 15,000 個の部品を生産した場合、追加されるのは $1.00 per unit 。これが、大量注文の方がコスト効率が大幅に高い理由です。 steel forging .
変換コスト: エネルギーと諸経費
これは、生のビレットを鍛造形状に変える実際の「作業」を指します。通常、機械時間またはトン数率に基づいて計算されます。
| Cost Component | 説明 | Impact Level |
|---|---|---|
| Heating Energy | IHまたはガス炉の電力 | High (varies by weight) |
| Hammer/Press Time | 鍛造設備の時給 | 中程度(ストロークによる) |
| Direct Labor | オペレーターとトリマーの賃金 | 中等度 |
二次業務と品質管理
ハンマーが停止した直後に鍛造部品が完成することはほとんどありません。鍛造では管理する必要がある内部応力が発生し、多くの場合、表面の精製が必要になります。
Heat Treatment
焼きならし、焼きなまし、または焼き入れと焼き戻しは、 Alloy Steel forgings 必要な硬さに達するまで。 This can add $0.20 to $1.00 per kg サイクルタイムと炉の要件に応じて異なります。
ショットブラストとクリーニング
酸化スケールを除去するために、部品はスチールグリットで「ブラスト」されます。これは比較的低コストですが、検査や最終加工のために部品がきれいであることを確認するために必要なステップです。
複雑さの要因の重要性
すべてのキログラムが同じように作られるわけではありません。単純な丸いディスクは、深い空洞を備えた薄壁のハウジングよりもはるかに安価に鍛造できます。複雑性の高い部品では、ハンマーによる「打撃」が多くなり、金型の磨耗が増加し、トリミングがより頻繁に必要となり、これらすべてが変換コストを押し上げます。 When estimating, engineers often apply a 複雑さの乗数 (1.0 ~ 2.5) これらの課題を考慮して基本コンバージョン率を調整します。
鍛造見積もりの概要チェックリスト
正確な価格を取得するには、次の計算を行っていることを確認してください。
- Billet Weight: 完成重量の15~25%が無駄になります。
- Tooling Lifespan: 再切断が必要になるまでに、金型は何個の部品を作成できますか?
- Throughput Rate: 1時間あたり何個の部品が鍛造されるのでしょうか?
- Inspection Costs: 磁粒子または超音波試験の要件。