直接的な答え: どちらの方法がよりコスト効率が高いでしょうか?
短期的に、複雑な形状を簡単に大量生産するには、 鋳造の方が一般的に安い 初期単価について。ただし、 鋼鍛造品 高強度、最小限の欠陥、長い耐用年数を必要とする部品の場合、長期的にはより経済的であることがよくわかります。 「最も安い」オプションは完全に次の条件に依存します。 生産量、形状の複雑さ、および二次加工の要件。
初期投資: ツールとセットアップのコスト
新しいプロジェクトの予算編成はツールの構築から始まります。鋳造と鍛造では参入コストが大きく異なり、購買管理者がどの方法を選択するかが決まります。
鋳造工具のコスト
砂型鋳造では、パターンを木材またはプラスチックから作成できるため、工具コストが比較的低くなります。インベストメント鋳造(ロストワックス)は、精密な金型が必要となるため、より高価になります。一般に、キャストでは次のことが可能になります。 先行資本の削減 プロトタイプや小ロット向け。
鋼鍛造金型コスト
鍛造金型は、巨大な圧力と高温に耐える必要があります。これらの金型は高級工具鋼で作られており、鋳造パターンよりも大幅に高価です。生産のみの場合 50~100個 、鍛造の「部品ごとの」工具コストは、鋳造に比べて法外に高くなる可能性があります。
材料の有効利用と廃棄物の削減
原材料の価格は請求総額に大きく影響します。各プロセスで金属をどのように処理するかによって、「購入と飛行」の比率が決まります。
鋳造により「ニアネットシェイプ」の生産が可能になります。液体金属が金型のあらゆる隙間に充填されるため、スクラップはほとんど発生しません。これにより、高価な合金を使用する場合の鋳造コストが安くなります。対照的に、 鋼鍛造品 多くの場合、「バリ」(金型の間に押し出された余分な金属)が発生し、これをトリミングしてリサイクルする必要があります。ただし、標準的な炭素鋼の場合、この廃棄物のコストは、鍛造ハンマーの優れた速度によって相殺されることがよくあります。
隠れたコスト: 加工と品質管理
価格は金型やハンマーから出る部品だけの問題ではありません。すぐに組み立てられる完成品です。
- 多孔性の問題: 鋳物は内部に気泡や収縮が発生することがよくあります。これにより、X 線検査時の「不合格率」が高くなります。鋳造品の 10% が機械加工後に廃棄されると、「安価な」鋳造品は非常に高価になります。
- 構造的完全性: あ 鋼鍛造品 事実上常に内部空隙がありません。実際、鍛造プロセスにより内部の欠陥が修復されるため、100 個の有用な部品を注文すると、100 個の部品の代金を支払うことになります。
- 加工時間: 鋳造では複雑な形状を簡単に製造できますが、鍛造部品は多くの場合、より丈夫でより均一です。鍛造金型は優れた表面仕上げを実現できるため、特定の研削段階の必要性がなくなり、人件費を節約できる可能性があります。
要素別コスト比較表
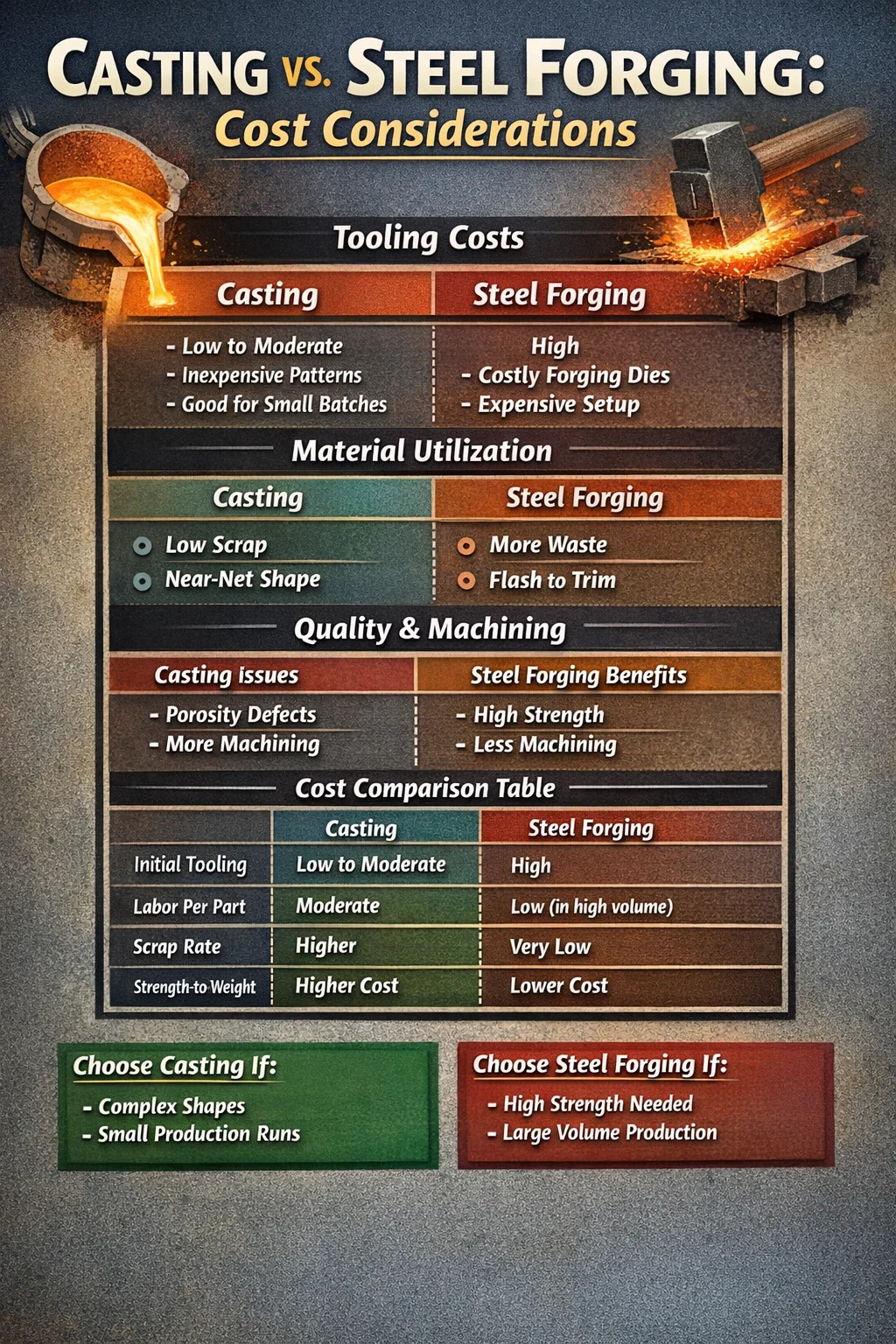
| コスト要因 | キャスティング | 鋼鍛造品 |
|---|---|---|
| 初期ツール | 低から中程度 | 高 |
| 部品ごとの労働力 | 中等度 | 低い(大音量) |
| スクラップ率 | 高er (due to defects) | 非常に低い |
| 強度対重量コスト | 高er (needs more metal) | 低い(必要な金属が少なくなる) |
ボリューム: 究極のコスト決定者
規模の経済は製造コストにおいて最も強力な力です。鍛造機はセットアップが完了すると驚くほど高速になります。たとえば、自動化された 鋼鍛造品 このラインでは、人間の介入を最小限に抑えながら、1 回のシフトで数千本のコンロッドを生産できます。このような大量の製品では、高価な金型が非常に薄く分散されているため、単価は鋳造の単価を下回ります。
逆に、必要なだけの場合は、 10個 複雑なポンプハウジングの場合、鋳造が合理的な選択です。プロジェクトの総コストが低いままであるため、5 桁の金型コストを回避し、ユニットあたりの加工コストがわずかに高くても受け入れられます。
実践的なアドバイスの要約
最も安価なパスを選択するには、次の基準に基づいてプロジェクトを評価します。
- 選択してください キャスティング 場合: 形状が非常に複雑 (内部空洞)、材料が鍛造困難 (特定の鋳鉄など)、または生産量が少ない。
- 選択してください 鋼鍛造品 場合: 部品が安全上重要である、高強度が必要である、生産量が多い、または長期的な責任と交換コストを最小限に抑えたい。