鋼の鍛造とは実際何なのか、そしてそれがどのように機能するのか
鋼鍛造品 金属を次の温度に加熱しながら、ハンマー、プレス、圧延のいずれかによって圧縮力を加えて鋼を成形するプロセスです。 1,100°C および 1,250°C (2,012°F ~ 2,282°F) 。この範囲では、鋼は亀裂を生じることなく変形するのに十分な可塑性を持ちますが、鍛造部品に優れた機械的強度を与える粒子構造は保持されます。その結果、バーストックから鋳造または機械加工されたコンポーネントよりも構造的に高密度で、より強靱で、耐疲労性が高いコンポーネントが得られます。
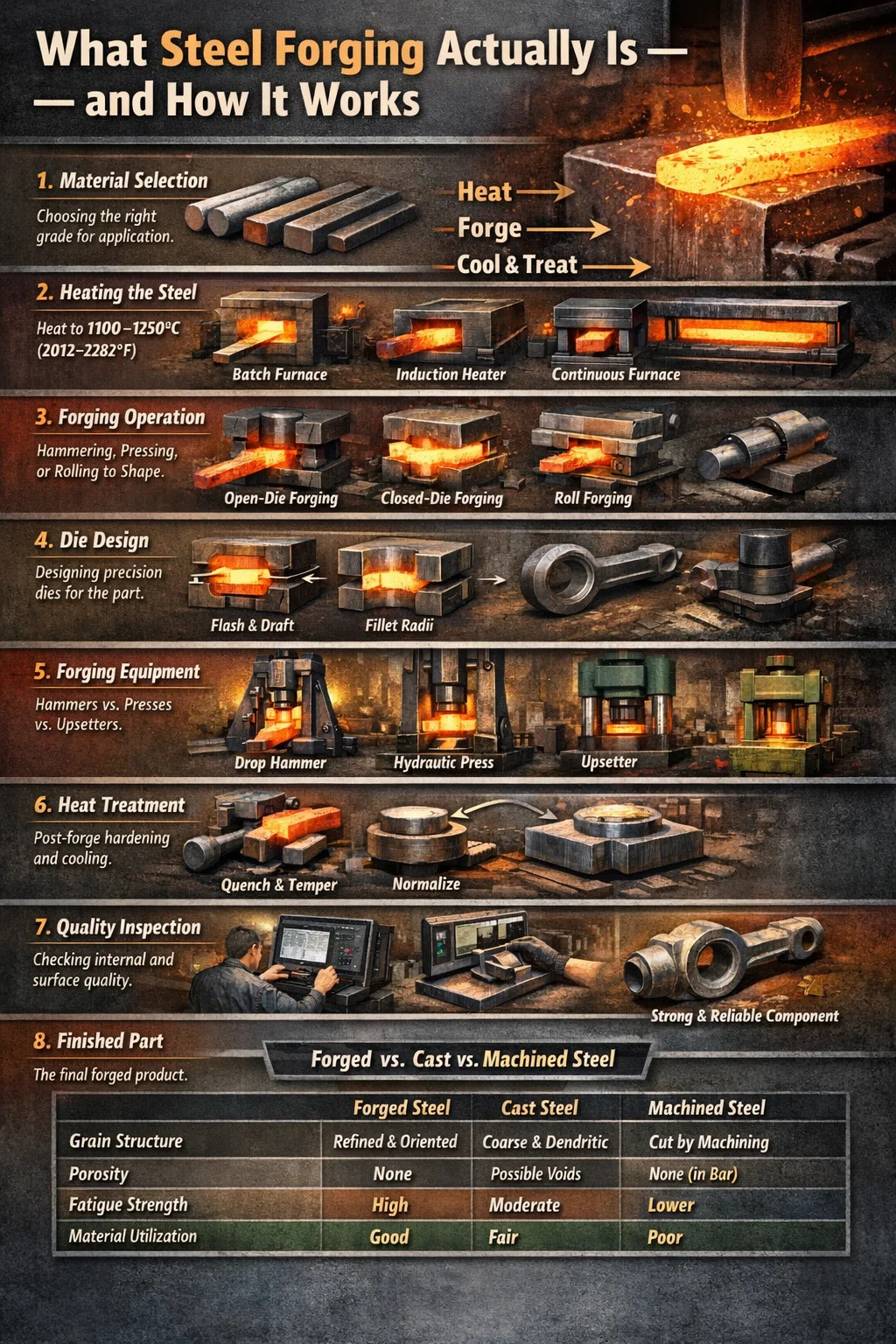
鋼をどのように鍛造するかについての簡単な答えは、ワークピースを適切な鍛造温度まで加熱し、ハンマーまたはプレスの下に置き、制御された力を加えて目的の形状に成形し、その後、所定の冷却または熱処理サイクルに従って機械的特性を固定します。温度、力、金型形状、変形率、冷却速度といったあらゆる変数が部品の最終品質を決定します。
この記事では、冶金学者または生産エンジニアがアプローチする順序で鋼の鍛造プロセス全体を説明します。材料の選択、加熱、鍛造操作自体、金型設計の考慮事項、鍛造後の処理、品質検査、および鍛造方法の実際的な違いです。鍛造コンポーネントを調達する場合でも、鍛造ラインをセットアップする場合でも、ここでの各セクションは一般論ではなく実用的で具体的な知識に焦点を当てています。
鍛造する前に適切な鋼種を選択する
すべての鋼種が鍛造に対して同じように反応するわけではありません。炭素含有量、合金の添加量、溶湯の清浄度はすべて、ハンマーの下で鋼がどのように挙動するか、その後実際にどのような特性が得られるかに影響します。間違ったグレードを選択すると、エネルギーが無駄になり、金型の寿命が短くなり、使用中に故障する部品が生成されます。
低炭素鋼 (0.05% ~ 0.30% C)
これらは鍛造が最も簡単なグレードです。鍛造温度範囲が広く、流動応力が低く、亀裂のリスクが最小限に抑えられます。 AISI 1018 や 1020 などのグレードは、硬度よりも靭性が重要な構造ブラケット、シャフト、農業用部品に一般的です。制限は、熱処理によって高レベルまで硬化できないことです。通常、引張強さは約 550MPa 正規化された状態で。
中炭素鋼 (0.30% ~ 0.60% C)
鋼鍛造業界の主力製品。 AISI 1040、1045、4140 (クロムモリブデン合金) などのグレードは、自動車、石油およびガス、重機の用途の大部分をカバーしています。 4140 は、焼き入れと焼き戻しの後、日常的に次の引張強度を実現します。 900~1,100MPa 延性が良好です。鍛造ウィンドウは低炭素グレードよりも狭く(通常は 1,100°C ~ 1,230°C)、焼割れのリスクが高まるため、断面サイズと冷却速度を慎重に管理する必要があります。
高炭素鋼および工具鋼 (0.60% ~ 1.50% C)
AISI 1080、52100 (軸受鋼)、H13 工具鋼などのグレードは、低温で鍛造されます。 1,100℃以下 - 熱亀裂を防ぐために、ゆっくりと制御された鍛造後の冷却が必要です。完成した工具やベアリングで均一な硬度を実現するには、鍛造中に超硬ネットワークを破壊して再分配する必要があります。これらのグレードでは、経験豊富なオペレーターと厳密な高温計制御が必要です。
ステンレス鋼・耐熱鋼
オーステナイト系ステンレス グレード (304、316) は加工硬化率が高いため、鍛造負荷が普通の炭素鋼よりも大幅に高くなります。マルテンサイト グレード (410、420) はより容易に鍛造されますが、鍛造パスの間に慎重な焼きなましが必要です。 17-4 PH などの析出硬化グレードは、 1,065℃~1,175℃ その後、最終的な特性を発現させるために熟成させます。この 2 段階の熱サイクルは正確に尊重する必要があります。
| 鋼種 | 炭素含有量 | 鍛造温度範囲 | 代表的な用途 | 最大引張 (Q&T) |
|---|---|---|---|---|
| AISI 1020 | 0.18~0.23% | 1,150~1,280℃ | 構造ブラケット、シャフト | ~550MPa |
| AISI 4140 | 0.38~0.43% | 1,100~1,230℃ | クランクシャフト、フランジ、ギア | 1,000~1,100MPa |
| AISI 52100 | 0.98~1.10% | 1,040~1,120℃ | ベアリングリング、レース | 2,000MPa(焼入れ) |
| AISI H13 | 0.32~0.45% | 1,065~1,175℃ | 熱間加工治具、金型 | 1,200~1,650MPa |
| AISI 316 SS | ≤0.08% | 1,100~1,260℃ | バルブ、継手、船舶部品 | ~620 MPa (焼きなまし) |
鋼の加熱: 炉の種類、温度制御、均熱時間
鍛造欠陥のほとんどは加熱によって発生します。過熱は粒子の粗大化と粒子境界での初期の溶融を引き起こします。これは「燃焼」と呼ばれる不可逆的な状態です。加熱が不足するとコアが冷えたままになり、流動応力が増加し、変形中に亀裂が発生しやすくなります。炉を適切に設置することはオプションではありません。
鋼の鍛造に使用される炉の種類
- バッチ(ボックス)炉 — 少量生産や大型ビレットに適しています。鋼材が装入され、ドアが閉じられ、負荷全体が所定の温度まで加熱されます。温度均一性は良好ですが、スループットが遅くなります。
- 連続式(ロータリーハースまたはプッシャー)炉 — ビレットは温度が上昇するゾーンを通過します。自動車用コンロッド、アクスル ビーム、および同様の部品を 1 時間あたり 500 個を超える速度で生産する大量の鍛造ラインで一般的です。
- 誘導加熱装置 — 電磁コイルはビレットを数分ではなく数秒で加熱します。丸ビレットの温度均一性は優れており、エネルギー効率は高く (ガス炉の場合は 40 ~ 50% であるのに対し、最大 90%)、スケールの形成は最小限に抑えられます。精密密閉型鍛造に広く使用されています。
- 塩浴炉 — 酸化せずに均一に加熱する必要がある小型で複雑な工具鋼部品に使用されます。バルク鍛造ではあまり一般的ではありませんが、高価な精密部品には重要です。
浸漬時間と加熱
適切な表面色を示しているビレットでも、まだコアが冷えている可能性があります。工業用鍛造の実務における一般的な経験則は次のとおりです。 断面 25 mm あたり 1 時間の浸漬時間 ガス炉での炭素鋼および合金鋼用。直径 200 mm のビレットの場合、安全に鍛造できるようになるまでの温度は少なくとも 8 時間であることを意味します。誘導加熱ではこの待ち時間のほとんどが解消されますが、ビレットの直径に合わせた正確な電力と周波数が必要です。
大気炉では加熱中のスケールの形成は避けられません。薄い酸化物層 - 通常 0.5~2mm — 表面に形成されるため、最初の鍛造打撃前または鍛造中にスケール除去 (ショット ブラスト、ウォーター ジェット、または金型圧入) によって除去する必要があります。金型表面の下にスケールが捕捉されると、孔食欠陥や金型の損傷が発生します。
温度測定
経験豊富な鍛冶屋は歴史的に温度を色で判断していました。明るい黄白色はおよそ 1,200°C ~ 1,300°C に相当し、オレンジがかった黄色は 1,000°C ~ 1,100°C に相当します。最新の量産鍛造では、光学式高温計と赤外線センサーが、継続的かつ非接触で正確な温度測定値を提供します。 ±5℃ 。炉壁に埋め込まれた熱電対が周囲温度を追跡し、光学式高温計が炉から出るビレットの表面を測定します。重要な航空宇宙または防衛鍛造品の場合、熱電対調査が記録され、品質記録の一部として保持されます。
主な鋼の鍛造方法の比較
鋼の鍛造は単一のプロセスではありません。複数の異なる方法が含まれており、それぞれが異なる部品の形状、生産量、公差要件に適しています。サプライヤーを選択するとき、または鍛造性を考慮したコンポーネントを設計するときには、違いを理解することが不可欠です。
自由型鍛造(コギング、絞り、据え込み)
自由型鍛造では、鋼はワークピースを囲わない平坦な型または単純な形状の型の間で加工されます。オペレーターは、ハンマーによる打撃の合間にビレットの位置を変更したり回転させたりして、徐々に形状を整えます。この方法は、大きくて単純な形状 (シャフト、ディスク、リング、ブロック) や、粗い鋳放し粒子構造を微細化するためのインゴットの分解に使用されます。
数キログラムから数キログラムの重量の部品 300トン以上 このようにして生産されます。鍛造工業協会は、自由型鍛造品の直径は次のとおりであると推定しています。 3メートル以上 水力発電タービンシャフトや原子炉圧力容器ヘッドなどの重工業用途向け。寸法公差はクローズドダイでの加工に比べて緩く (通常は ±3 ~ 10 mm)、大幅な加工代が組み込まれています。
密閉型(印象型)鍛造
精密部品の主流となっている鋼の鍛造方法です。上部および下部の金型には、目的の部品形状の鏡像形状が含まれています。加熱されたビレットを叩くかプレスすると、材料が流れてキャビティを満たし、余分な金属がパーティング ラインの周囲にバリとして絞り出されます。フラッシュは別の操作でトリミングされます。
密閉型鍛造により、 ±0.5~1.5mm 重要な寸法に対応し、仕上げ加工を最小限に抑えたニアネットシェイプの部品を製造できます。自動車のコンロッド、クランクシャフト、ホイールハブ、サスペンション部品は、ほとんどの場合この方法で製造されています。典型的な自動車用コンロッド鍛造ラインは、 1時間あたり300個 は、大量生産の標準ベンチマークです。
このプロセスには通常、材料を再配分するためのエッジング (または縮絨)、ブロッキング (大まかな形状)、仕上げ (最終形状)、およびトリミングといった複数のダイ ステーションが含まれます。各ステーションにより工具のコストが増加しますが、後続の各段階で必要な作業が軽減され、材料の利用率が向上します。
ロール鍛造とクロスウェッジローリング
ロール鍛造では、加熱したビレットを成形ロールの間に通し、長さに沿って材料を引き伸ばして再分配します。これは、閉型鍛造前の予備成形ステップとしてよく使用されます。たとえば、最終型押しの前にコンロッド用の長いテーパー状のプリフォームを成形します。クロスウェッジローリング (CWR) では、くさび形の突起を備えた 2 つの回転ダイスを使用して、ボールジョイントピン、アクスルジャーナル、バルブステムなどの軸対称部品を非常に高速で成形します。 毎分最大600個 最適化されたライン上で。
等温鍛造と熱間鍛造
従来の鍛造では、金型はワークピースよりも大幅に低温になります(鋼の場合は 1,100 ~ 1,200 °C であるのに対し、通常は 200 ~ 300 °C)。この温度差により、接触時にビレットの表面が冷却され、流動応力が増加し、1 回のプレス ストロークで達成できる複雑な形状が制限されます。等温鍛造は金型をワークピースの温度に近い温度まで加熱し、冷却を軽減し、複雑な航空宇宙部品の非常に正確なニアネットシェイプの製造を可能にします。この方法は高価で時間がかかりますが、主にチタン合金やニッケル超合金に限定されていますが、この原理は、材料の購入比率を最小限に抑える必要がある航空宇宙構造部品用の特殊鋼鍛造品にも時々適用されます。
鋼の冷間鍛造
冷間鍛造は、室温またはわずかに高い温度(再結晶しきい値以下の約 炭素鋼の場合は 450°C )。加熱がないということは、スケールがなく、優れた表面仕上げと厳しい公差を意味します。ファスナー、ボール スタッド、精密ピンは通常、冷間鍛造されます。トレードオフは、高い流動応力と大幅な加工硬化です。プレス荷重は 3~5倍高い 同じ材料の熱間鍛造よりも強度が高く、延性を回復するために成形段階間の中間焼鈍が必要になることがよくあります。
鋼鍛造用の金型設計: フラッシュ、ドラフト、フィレット
金型の設計は、鍛造プロセスの中で最も技術的に要求の高い側面の 1 つです。不適切に設計された金型は欠陥を生じ、過剰な材料を消費し、すぐに摩耗します。以下のパラメータは、密閉型鍛造ツール設計の基礎となります。
フラッシュランドとフラッシュギャップ
フラッシュは、パーティング ラインでダイの半分の間から漏れ出る鋼の薄いフィンです。フラッシュランドは純粋な廃棄物ではなく、背圧を生み出し、材料を薄いリブや複雑なキャビティに押し込みます。フラッシュギャップ(ランドの厚さ)は通常、 部品の投影高さの 1 ~ 3% 。ギャップが広すぎると材料が無駄になります。ギャップが狭すぎると、金型の負荷が危険なレベルまで上昇します。一般的な自動車用鍛造品のフラッシュ重量は、 ビレット重量の 15 ~ 20% 切り取られてリサイクルされます。
抜き勾配角度
鍛造品のすべての垂直壁は、部品が引き裂かずに金型から外れるように、金型の移動方向に対してある角度で傾斜するテーパー状にする必要があります。鍛造鋼の標準抜き勾配は次のとおりです。 外面では 5 ~ 7°、内面では 7 ~ 10° 。急勾配のドラフト領域では、パーツが突き出さないようにロックされます。抜き勾配が不十分だと、金型のかじりや表面の裂けが発生します。 Deform、Simufact、QForm などの金型設計ソフトウェアを使用すると、エンジニアは単一の工具鋼を切断する前にメタル フローをシミュレーションし、アンダーフィル、ラップ、金型の摩耗を予測できるようになりました。
フィレットとコーナー半径
金型キャビティ内の鋭利な内部コーナーにより、金型材料に応力集中が生じ、鍛造品に折り目 (ラップ) が生じます。最小フィレット半径は 3~6mm 鋼鍛造品の標準です。フランジ上のウェブとリブの接合部などの高応力領域では、半径 8~12mm が一般的です。設計者は加工ストックを削減するために狭い半径を要求することがありますが、フィレットのサイズが小さすぎると常にダイの早期故障が発生し、ダイの寿命が低下します。 10,000個以上3,000個未満 コーナー半径が推奨最小値よりも半分になった場合。
パーティング ラインの位置
パーティング ライン (ダイの 2 つの半分が交わる場所) は、部品を取り外し、ダイの不一致のリスクを最小限に抑え、トリミングが簡単な位置にフラッシュを配置できるように配置する必要があります。対称部品の場合、最大断面を通る直線のパーティング ラインが標準です。非対称部品やアンダーカットのある部品には、段付きまたは複合パーティング ラインが必要になる場合があり、金型の複雑さとコストが増加します。
鍛造装置: ハンマー vs. プレス vs. アプセッター
鍛造装置の選択によって、達成可能な形状、生産速度、必要な設備投資が決まります。ハンマー、プレス、アププセッターという 3 つの主要なカテゴリには、それぞれ異なる動作特性があります。
ドロップハンマー (重力および動力補助)
ハンマーは衝撃によって鋼を鍛造します。ラムはワークピースに対して落下して急速に減速し、衝撃的な打撃としてエネルギーを与えます。重力ハンマーはラムの重量によって評価されます (例: 1トン~25トン );パワーアシストハンマー (蒸気、空気圧、または油圧カウンターブロー) は、エネルギー範囲を大幅に拡張します。衝撃速度と衝撃速度が高いため、鋼の動的再結晶が促進され、微細粒の鍛造品が得られます。ハンマーは深いリブを持つ複雑な形状に優れていますが、大きな振動と騒音が発生します。彼らのストローク速度は、 毎分60~120打撃 単一のヒートで迅速なマルチブローシーケンスが可能になります。
機械式および油圧式鍛造プレス
プレスは、制御された遅い速度で力を加えます。つまり、衝撃ではなく絞ります。メカニカルクランクプレスの範囲は以下のとおりです。 500トン~12,000トン 固定ストローク位置で動作するため再現性が高く、自動搬送ラインに適しています。油圧プレスが到達できる範囲 5万トン以上 大型の航空宇宙構造鍛造品に使用でき、ラム速度とストロークを変更できるため、温度に敏感な合金の鍛造や、単一のダイセットでの多段階成形に役立ちます。
プレス鍛造品は、下死点でのラム位置が固定されているため、通常、ハンマー鍛造品よりも優れた寸法安定性を示します。また、変形速度が遅いと表面から熱が放散されますが、これは合金によっては利点 (表面粒子が細かくなる) または欠点 (表皮の熱間延性が低下する) になる可能性があります。
アプセット鍛造機(アプセッター)
アプセッターはバーエンドを掴み、水平方向の力を加えてバーエンドを圧縮および拡張します。アプセッターのプロセスにより、長さは減少しながら断面積が増加します。このようにして、ボルトの頭、フランジ付き継手、バルブ ステムが形成されます。アップセッターが適用されます 400~4,000トン 水平面内でのクランプ力と鍛造力を軽減し、オペレータの介入を最小限に抑えながら高い生産率で動作します。フラッシュがほとんどまたはまったく発生しないため、材料利用率が優れています。
鍛造後の熱処理:焼きならし、焼き入れ、焼き戻し
鋼の鍛造品の特性は、鍛造操作自体によって部分的にのみ決定されます。鍛造後の熱処理は、最終的な微細構造と機械的特性を制御し、多くの場合、仕様を満たす部品と使用中に故障する部品の違いを生み出します。
正規化
焼きならしは鍛造品を次のように加熱します。 上限臨界温度 (Ac3) より 50 ~ 60 °C 高い — 中炭素鋼の場合は通常 870 ~ 950°C — その後、静止空気中で冷却します。これにより、不均一な変形によって破壊された結晶粒構造が微細化および均質化され、内部応力が緩和され、その後の機械加工や熱処理に適した一貫したベースラインの微細構造が生成されます。正規化された 1045 鋼は通常、次の引張強度を達成します。 580~640MPa — さらなる処理を行わなくても、多くの構造用途に適しています。
アニーリング
完全焼鈍には、オーステナイト化 (Ac3 以上の加熱) とそれに続く非常に遅い炉冷却 (多くの場合、制御された速度で) が含まれます。 10~25℃/時間 。その結果、鋼は最も柔らかく、最も機械加工しやすい状態になります。高炭素鋼および工具鋼の鍛造品は、通常、仕上げ加工の前に焼きなまされ、その後、再硬化され、最終的な硬度まで焼き戻されます。 Ac1 のすぐ下で行われるプロセス (亜臨界) 焼きなましは、冷間加工された鍛造品を完全に変態させることなく軟化させます。
クエンチアンドテンパー(Q&T)
これは、高強度鍛造鋼部品に対して最も要求が厳しく、最も一般的に指定される熱処理です。鍛造品はオーステナイト化されます(通常、 840~870℃ 4140)、その後、油、水、またはポリマー溶液中で急冷して、オーステナイトをマルテンサイト (硬くて脆い相) に変態させます。焼き入れされた部品は次に再加熱されて焼き戻されます。 200~650℃ ;焼き戻し温度が高くなるほど、硬度と引張強度は犠牲になりますが、延性はより多く回復します。
油中で焼き入れされ、315°C で焼き戻された 4140 鍛造品は、約 引張1,550MPa / 降伏1,380MPa / 伸び11% 。同じ材料を 595°C で焼き戻すと、 引張980MPa / 降伏830MPa / 伸び20% 。強度と延性の間のトレードオフは、用途の疲労、衝撃、静荷重要件に適合させる必要があります。
制御された冷却 (鍛造および冷却された微合金鋼)
バナジウム、ニオブ、またはチタンを含む微量合金鋼(V-Nb-Ti グレード)は、鍛造直後の冷却速度を制御することで Q&T 鋼に匹敵する機械的特性を達成でき、個別の焼き入れ焼き戻し炉サイクルを不要にします。この「直接冷却」または「制御された熱機械加工」により、エネルギー消費とサイクルタイムが削減されます。 30~40% 従来の Q&T と比較して、現在では自動車のコンロッドやステアリング ナックルの量産標準として採用されています。
一般的な鋼の鍛造欠陥とその発生方法
鍛造欠陥は、入ってくる材料に起因する欠陥と、鍛造プロセス自体中に発生する欠陥の 2 つの大きなカテゴリに分類されます。それぞれの種類の欠陥の根本原因を知ることが、再発を防ぐ唯一の信頼できる方法です。
ラップとコールドシャット
ラップは、折り畳まれた金属が溶接せずに金型の表面に押し付けられると形成されます。表面は接触しますが、酸化しているため結合しません。検査すると、ラップはきつい直線状の亀裂として現れます。 表面に対して45° 。コールドシャットも似ていますが、融合するには不十分な温度で 2 つの金属の流れが合流することで発生します。どちらの欠陥も鍛造品を不適合にし、機械加工代内で除去できるほど浅い場合を除き、通常は廃棄します。根本原因: 不適切なプリフォーム形状、不十分な鍛造温度、材料の流れを妨げる過度のフラッシュ制限。
アンダーフィルとダイミスラン
アンダーフィルは、ダイのキャビティが完全に充填されていない場合、通常は薄いリブ、深いポケット、または鋭いコーナーで発生します。これは、ビレットの体積が不十分であること、ビレットが中心からずれていること、鍛造エネルギーが不十分であること、または最終ストロークの前に温度が低下したコールドビレットが原因で発生します。重要な断面のアンダーフィルは耐荷重面積を減少させるため、拒否する必要があります。
内部空隙とパイプ
収縮気孔とパイプ (鋳放しインゴットの中央空洞) は、ブレークダウン鍛造段階で除去する必要があります。鍛造減速比が不十分な場合、通常は最低でも 4:1の面積縮小 は航空宇宙グレードの鍛造品に指定されています。残留気孔やパイプが完成部品に残る可能性があります。超音波検査(UT) 5MHz 完成した鍛造品の内部空隙を検出する標準的な方法です。
穀物流動異常
鍛造中に形成される方向性のある結晶粒の流れ (繊維構造) は、鋳造部品や機械加工部品に勝る主な利点の 1 つです。鍛造プロセスの設計が適切でない場合、鍛流線が機械加工によって切断されたり、不適切な材料流によって破壊されたり、主荷重方向に対して垂直に方向付けられたりする可能性があります。これにより疲労寿命が大幅に短縮され、繊維方向と直角の疲労強度が低下する可能性があります。 30 ~ 50% 低い 縦方向よりも。断面鍛造品のマクロエッチング テストは鍛流パターンを明らかにし、初品の検査片でしばしば必要とされます。
過熱と燃焼
過熱(推奨鍛造温度を超え、溶融温度未満)すると、過度の結晶粒成長が発生し、靱性と疲労特性が低下します。焼けが発生していない場合は、焼ならし処理を行うことで部品を回復できる可能性があります。燃焼(低融点相(硫化物、リン化物)の粒界膜の部分的融解)は不可逆的です。焼けた鍛造品は、その寸法外観に関係なく、廃棄する必要があります。このため、認定された鍛造作業では高温計の制御と炉の校正が必須となります。
鍛造鋼部品の検査および品質基準
重要な用途を目的とした鍛造品は、寸法、表面、内部品質をカバーする包括的な検査制度の対象となります。適用される標準は業界によって異なりますが、共通の手法を共有しています。
- 寸法検査 :三次元測定機(三次元測定機)または鍛造図面に対する手動測定。通常、初回品目検査 (FAI) では次のような測定が行われます。 限界寸法の 100% ; AQL 計画に従った製造検査サンプル (例: 重要な機能の AQL 1.0)。
- 磁粉検査(MPI) : 強磁性鋼の表面および表面近くの亀裂を検出します。 ASTM E1444 / EN ISO 9934 に基づく、自動車、石油およびガス、航空宇宙用鍛造品の規格。
- 液体浸透探傷試験 (LPT) : 非磁性鋼 (オーステナイト系ステンレス) または MPI が実用的でない場合に使用されます。表面破壊欠陥のみを検出します。
- 超音波検査(UT) : 深部の内部空隙、介在物、亀裂を検出します。航空宇宙用鍛造品は通常、次の要件を満たす必要があります。 AMS 2630 (クラス A または B) 超音波清浄度の要件。
- 機械的試験 : 引張、硬度、シャルピー衝撃、および疲労試験片は、一体の試験延長部または個別に鍛造された試験片から切り出されます。結果は、該当する材料仕様 (例: 4340 鋼鍛造品の AMS 6349) ごとの最小値を満たしている必要があります。
- マクロエッチングおよび微細構造検査 : 断面をエッチングして粒子の流れを明らかにし、粒子サイズ (ASTM E112 による)、脱炭の深さ、ラップ、継ぎ目、介在物の有無を金属組織学的にチェックします。
航空宇宙用途の場合、鍛造品はロットの文書化を通じて特定のインゴットの熱まで追跡できる必要があります。原料の鋼の溶解から完成品までの一連のプロセス全体が文書化され、機体の耐用期間中保存されることがよくあります。 30年 .
鍛造鋼と鋳造鋼と機械加工鋼の比較
ほぼすべての設計レビューで生じる疑問: 棒材からの鋳造または機械加工で同じ外形を製造できるのに、なぜ鍛造の金型コストと複雑なプロセスを支払う必要があるのでしょうか?その答えは、内部の微細構造と、繰り返し荷重や衝撃荷重下での性能にあります。
| プロパティ | 鍛造スチール | 鋳鋼 | バーからの機械加工 |
|---|---|---|---|
| 粒子構造 | 洗練された方向性のある繊維の流れ | 粗くてランダムな樹状突起 | 圧延棒砥粒 - 機械加工による切断 |
| 気孔率 | 基本的にはなし | 収縮ボイドの可能性 | なし(鍛棒) |
| 疲労強度 | 高 (100%) | 鍛造品の60~80% | 鍛造70~90%(砥粒カット) |
| 衝撃靱性 | 素晴らしい | 下部(キャスト分離) | 良好 (向きによる) |
| 工具費 | 高額 (5,000 ドル~200,000 ドル) | 中程度 (2,000 ~ 50,000 ドル) | 低い(工具なし) |
| 材料の利用 | 良好(ニアネットシェイプ) | 良好(ニアネットシェイプ) | 不良 (大幅なチップの無駄) |
| 最適な用途 | 高応力、高サイクル部品 | 複雑な形状、低~中応力 | 少量、複雑な形状 |
鍛造鋼の疲労上の利点は、商業的に最も重要な差別化要因です。自動車のコンロッドなどの用途では、 10⁸ 負荷サイクル コンポーネントの寿命が日常的である限り、鍛造品の指向性結晶粒流は理論上の利点ではありません。これは、同等の重量と断面サイズでは鋳造では匹敵できない、測定され文書化された性能マージンです。
鍛造に依存する基幹産業
鋼の鍛造は単一の分野に限定されません。高強度、信頼性の高い内部健全性、設計の柔軟性の組み合わせにより、コンポーネントの故障が安全性や経済性に深刻な影響を与える場合には、鍛造鋼製コンポーネントがデフォルトの選択肢となります。
- 自動車 :クランクシャフト、コンロッド、カムシャフト、ステアリングナックル、コントロールアーム、CVジョイントハウジング、ホイールハブ。世界の自動車用鋼鍛造市場の価値は超過 200億ドル 近年では中型乗用車1台に 40~60kg 鍛造鋼製コンポーネント。
- 石油とガス : フランジ、バルブ、ティー、坑口コンポーネント、ドリル カラー、クリスマス ツリー付属品。サワーサービス (H₂S 環境) 用の鍛造品は、硫化物応力亀裂を防ぐために NACE MR0175 / ISO 15156 の硬度制限を満たす必要があります。
- 航空宇宙 : 翼取り付け金具、着陸装置コンポーネント、隔壁、エンジン マウント。航空宇宙用鍛造品のバイ・トゥ・フライ・レシオ(未加工のビレットの重量を完成部品の重量で割った値)により、チタンおよびニッケル合金の廃棄物を削減するためにニアネットシェイプ鍛造への投資が推進されてきましたが、鋼鍛造品は依然として機体の構造要素にとって重要です。
- 発電 : タービンローター、発電機シャフト、圧力容器ヘッド、ボイラー継手。大型タービン用の自由鍛造ローターは、 200トン 完成までに数か月かかる漸進的な鍛造と熱処理を要します。
- 建設および鉱山機械 :ギアブランク、スプロケット、アクスルハウジング、バケットピン、トラックリンク。これらの用途では、寸法精度よりも耐摩耗性と衝撃靱性が優先されます。
- 守備 : 砲身、発射体、装甲板接続部、および車両の駆動系コンポーネント。ミルスペック鍛造品には、認定された材料トレーサビリティと政府検査官による立会い検査が必要です。
鍛造品を調達する際の実際的な考慮事項
あなたが自分で鍛冶場を操作するのではなく、鍛造鋼部品を調達するバイヤーまたは設計エンジニアの場合、サプライヤーが確実に要件を満たせるかどうかは、次の要因によって決まります。
プレス能力と鍛造重量能力
各鍛造工場には最大プレストン数またはハンマーエネルギーがあり、それによって処理できる部品サイズと材料流動応力の上限が設定されています。部品の予測される鍛造荷重に対してサプライヤーの最大プレス サイズを確認します。シミュレーション ソフトウェア (Deform、QForm) で必要なトン数を推定できます。 ±15% 精度。地下で稼働する鍛冶場 定格容量の 60% あなたの仕事では、限界で動作するものよりも優れたダイ保護とより多くのエネルギーリザーブが得られます。
熱処理と試験能力の社内 vs 外部委託
小規模な鍛冶工場の多くは、熱処理と非破壊検査を外部委託しています。これは自動的に問題になるわけではありませんが、リードタイムと新たな品質の連鎖が追加されます。重要なアプリケーションの場合、熱処理の下請け業者が NADCAP 認定 (航空宇宙分野) であるか、同等の資格を保持していること、および NDE が ASNT SNT-TC-1A または EN ISO 9712 に従って認定されたレベル II またはレベル III の技術者によって実行されていることを確認してください。
リードタイムの現実
新しい金型の設計と製造には通常時間がかかります 6~16週間 金型の複雑さ、鍛造工場の金型室の容量、およびシミュレーションベースのトライアウトが使用されるかどうかによって異なります。最初の製品の製造と検査にもう 1 つ追加 4~8週間 認定された鍛造品の場合。予算を下回る 合計20週間 図面のリリースから最初の適合部品に至るまでのプロセスは、新しい閉型鋼鍛造プログラムにとって楽観的です。既存の金型からの再注文は最短で納品可能 4~8週間 炉のスケジュールと鍛造後の処理キューに応じて異なります。
最小注文数量と工具の償却
一般的な自動車クラスのコンポーネントのクローズド ダイ ツールのコスト 20,000ドル~80,000ドル 。少量の場合、このコストが単価を大きく左右します。一般的な損益分岐点分析: 工具が 40,000 ドルで、実行数量が 500 個の場合、工具は 1 個あたり 80 ドル追加されますが、多くの場合許容可能です。 5,000 個の場合、1 個あたり 8 ドルの追加料金がかかります。年間 50,000 個の部品 (自動車の連続生産の場合) では、工具のコストは部品ごとの加工コストと本質的に無関係です。工具の所有権と寿命保証について話し合う(通常は 50,000 ~ 200,000 個 鋼鍛造品の H13 金型用)を長期供給契約を結ぶ前に。