鋼の鍛造とは何か、そしてそのプロセスはどのように機能するのか
鋼鍛造品 ハンマー、プレス、またはダイスを使用して、固体鋼のビレットまたはバーを圧縮力の下で成形し、鋳造または機械加工された代替品と比較して優れた機械的特性を備えた部品を製造する製造プロセスです。 その結果、部品の輪郭に沿った粒子構造が得られ、同等の鋳鋼部品よりも通常 20 ~ 40% 高い引張強度が実現します。 コネクティングロッド、クランクシャフト、フランジ、ギアなど、疲労、衝撃、または周期的荷重に耐える部品が必要な場合、通常は鍛造が最も信頼できる方法です。
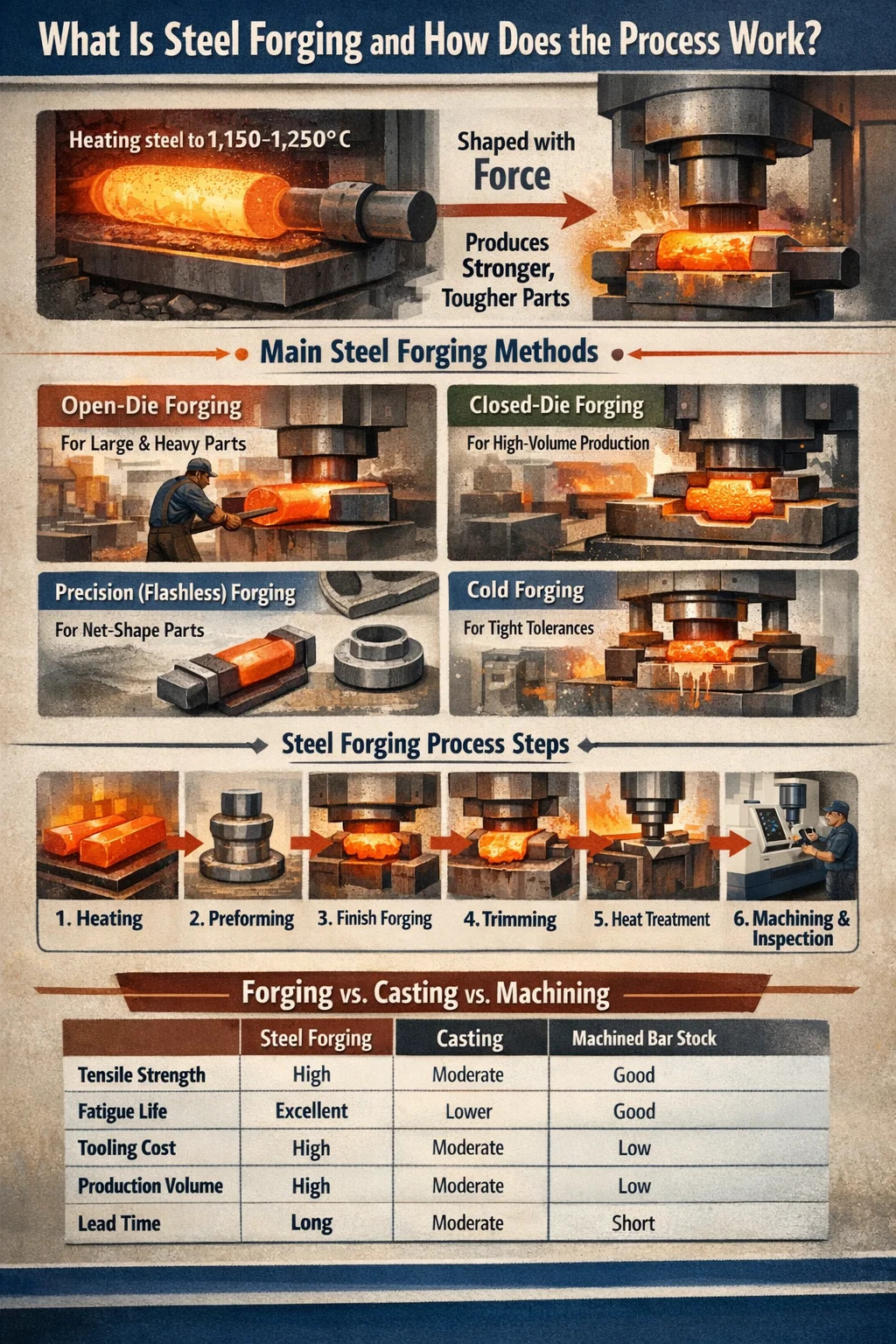
このプロセスの中心となるのは、鋼を特定の温度範囲 (炭素鋼および合金鋼の場合は通常 1,100°C ~ 1,250°C) に加熱し、力を加えて材料を目的の形状に塑性変形させることです。温度の上昇により流動応力が軽減され延性が向上し、亀裂を発生させることなく金属を成形しやすくなります。冷却された鍛造品は、後工程の熱処理、機械加工、検査を経て出荷されます。
鋼の鍛造は単一の技術ではありません。それはいくつかの異なる方法に分岐し、それぞれが異なる形状、体積、公差要件に適しています。各方法がどのように機能するのか、そしてどこが不十分なのかを理解することは、鍛造プロジェクトで適切な判断を下そうとするエンジニアやバイヤーにとっての出発点です。
主な鋼の鍛造方法とそれぞれの使用時期
各鋼の鍛造方法により、寸法公差、表面状態、工具コストが異なる部品が製造されます。選択を誤ると、コストが増加したり、リードタイムが延長されたり、過剰な二次加工が必要な部品が発生したりすることがあります。
自由鍛造
自由鍛造 (自由鍛造またはスミス鍛造とも呼ばれる) では、ワークピースを完全に囲わない平らなまたは単純な形状の金型を使用します。鋼は、一連の圧縮、伸張、回転を通じてダイ間で操作されます。これは、数キログラムから 200 トンを超える重さの大型シャフト、シリンダー、リング、インゴットなどの部品に使用される方法です。
オープンダイ鍛造は、部品サイズがクローズドダイの能力を超える場合、または生産量が少なすぎて高価な工具を正当化できない場合に最適な選択肢です。 寸法公差が広いため (通常は ±3 ~ 6 mm)、後で大幅な機械加工が必要になります。 4140、4340、316 ステンレスなどの鋼材グレードは、石油・ガス、発電、重機産業で日常的にこの方法で処理されます。
密閉型鍛造(印象型鍛造)
密閉型鍛造では、完成部品のおおよその形状に機械加工されたキャビティを備えた、適合する一連の金型を使用します。加熱したビレットをダイスの間に配置し、鋼がキャビティを完全に満たすまで力を加え、余分な材料はパーティング ラインの周囲にバリとして流れ出します。フラッシュは後でトリミングされます。
この方法では、オープンダイでの作業よりも厳しい公差 (部品の複雑さとサイズに応じて通常 ±0.5 ~ 1.5 mm)、より優れた表面仕上げ、およびより一貫した形状が得られます。金型のコストは高く、中程度の複雑さの部品の金型一式には 15,000 ドルから 80,000 ドル以上の費用がかかる場合があります。そのため、主に中規模から大量の生産量の場合、密閉型鍛造は経済的に意味があります。自動車のコンロッド、ホイール ハブ、バルブ ボディは古典的な用途です。
フラッシュレス(精密)鍛造
フラッシュレス鍛造では、ビレットの体積と金型の形状を正確に制御することでバリを排除し、材料がオーバーフローすることなくキャビティに充填されます。その結果、鍛造後の機械加工を最小限に抑えたネットシェイプまたはニアネットシェイプの部品が得られます。 ±0.1 ~ 0.3 mm という厳しい公差が達成可能です。
このプロセスでは、正確なビレットの準備と多額の工具投資が必要ですが、 従来の密閉型鍛造と比較して材料を 10 ~ 20% 節約できるため、複雑な部品の大量生産に魅力的です。 ギア、ベベルギア、サスペンションコンポーネントなど。
ロール鍛造
ロール鍛造では、成形された溝を備えた 2 つのロールの間に加熱された鋼棒を通過させ、その断面を縮小すると同時に伸長します。通常は閉型鍛造前の予備成形工程として使用されますが、テーパーシャフト、板バネ、レール部品などの最終工程としても使用されます。プロセスの連続的な性質により、細長い部品の処理が非常に効率的になります。
アプセット鍛造
アプセット鍛造は、軸に沿って圧縮することで鋼棒または棒の断面積を増加させ、長さを短縮し、特定の領域の直径を増加させます。ボルト、スタッド、バルブ、フランジ付きシャフトはこの方法で製造されます。高速据え込み鍛造機は 1 時間あたり数千個の部品を生産できるため、これはファスナーや同様のハードウェアにとって最も生産性の高い鍛造方法の 1 つです。
冷間鍛造
上記の方法とは異なり、冷間鍛造は室温または室温付近で行われます。プロセス中に鋼が加工硬化し、実際に表面の硬度と強度が増加します。公差は非常に厳しく (±0.05 ~ 0.1 mm)、表面仕上げは優れているため、多くの場合、旋削や研削が必要ありません。トレードオフとして、より高いプレス力が必要となり、部品の形状と鋼種が制限されます。冷間鍛造には低炭素鋼、中炭素鋼が最適です。
ステップバイステップ: 鋼の鍛造が実際にどのように行われるか
鍛造性を考慮して部品を設計する場合でも、サプライヤーの生産現場を監査する場合でも、プロセスの手順を知ることは重要です。標準的な閉型鋼鍛造シーケンスが、原材料から完成品までどのように実行されるかを次に示します。
- 材料の選択とビレットの準備: 適切な鋼種は、完成部品の機械的特性要件に基づいて選択されます。一般的なグレードには、1045 (中炭素、一般工業用)、4140 (クロムモリブデン、高強度)、4340 (ニッケルクロムモリブデン、航空宇宙用)、および 17-4 PH ステンレス (耐食性、高強度) があります。棒材またはビレットは計算された体積に切断されます。バリやスケールの損失を考慮して若干大きめにカットされます。
- 加熱: ビレットはガス燃焼炉または誘導炉に装填され、目標の鍛造温度に加熱されます。ほとんどの炭素鋼および合金鋼の場合、これは 1,150 ~ 1,250°C です。ビレット断面全体の温度均一性は非常に重要です。温度勾配が 50°C を超えると、亀裂が入ったり、金型の充填が不完全になる可能性があります。厳密な温度制御とスケール形成の低減には、誘導加熱が推奨されます。
- スケール除去: 熱鋼は加熱中に酸化スケール層を生成します。鍛造前に、このスケールは高圧ウォーター ジェット (通常 100 ~ 200 バール) または金型への最初の軽い打撃によって除去されます。これによりスケールが破壊され、部品表面への圧入が妨げられ、表面欠陥が発生します。
- 予備成形 (必要な場合): 複雑な部品では、仕上げ金型の圧入前に金属塊を最終形状に近づけるために 1 つ以上の予備成形ステップが必要になることがよくあります。これにより、金型の摩耗が軽減され、最終ブロー時の金属の流れが改善されます。予備成形は、同じプレスまたはハンマー上の別々の金型キャビティで行われます。
- 仕上げ鍛造: 予備成形されたビレットは仕上げダイのキャビティに移送され、ハンマー (繰り返し打撃を与える重力または蒸気ハンマー) またはプレス (制御されたシングル ストロークを与える機械式または油圧プレス) のいずれかによって叩かれます。鋼はキャビティを完全に満たし、パーティング ラインの周囲にフラッシュが押し出されます。
- フラッシュトリミング: まだ熱いうちに(トリミングプレスの場合は冷却後)、鍛造品をトリミングダイスに置き、バリを一気に打ち抜きます。精密部品の場合、トリムされた鍛造品は、スプリングバックを修正し、寸法精度を向上させるために、温かいうちにサイジング金型で再度叩かれます。
- 熱処理: 鋼のグレードと最終的な機械的特性の要件に応じて、鍛造部品には焼きならし、焼きなまし、焼き入れと焼き戻し、または溶体化処理と時効処理が行われます。 たとえば、4140 鋼の焼き入れと焼き戻しにより、引張強さは 655 MPa (規格化) から 1,000 MPa 以上になります。
- 加工: ニアネットシェイプの鍛造品であっても、直接鍛造できない最終的な寸法公差、表面仕上げ、および形状 (ねじ、穴、キー溝) を実現するには、通常、CNC 旋削、フライス加工、穴あけ、および研削が必要です。
- 検査とテスト: 完成した鍛造品は、寸法検査 (CMM または手動測定)、視覚検査 (表面亀裂、ラップ、継ぎ目)、そして多くの場合、表面欠陥の磁粉検査 (MPI)、内部空隙の超音波検査 (UT) などの非破壊検査によって検査されます。サンプルクーポンの機械試験により、硬度、引張強さ、衝撃靱性、疲労性能が検証されます。
鍛造によく使われる鋼種とその性質
材料の選択は鍛造プロセスと切り離すことができません。鋼グレードは、鍛造温度範囲、金型寿命、必要なプレス能力、鍛造後の熱処理、そして最終的には完成品の性能を決定します。
| 鋼種 | 鍛造温度範囲 | 引張強さ(Q&T) | 主な用途 |
|---|---|---|---|
| AISI 1045 | 1,150~1,230℃ | ~570~700MPa | シャフト、ギア、カップリング |
| AISI 4140 | 1,100~1,230℃ | ~900~1,100MPa | フランジ、ドリルカラー、アクスル |
| AISI 4340 | 1,100~1,200℃ | ~1,000~1,500MPa | 着陸装置、クランクシャフト、航空宇宙 |
| AISI 316 ステンレス | 1,149~1,260℃ | ~515~690MPa | バルブ、継手、船舶用ハードウェア |
| F51 デュプレックス SS | 1,050~1,150℃ | ~620~880MPa | 海底部品、化学プラント |
| 17-4PHステンレス | 1,040~1,150℃ | ~930~1,310MPa | 航空宇宙、医療、ポンプ シャフト |
ステンレス鋼の鍛造に関する実際的な注意点: 316 などのオーステナイト系グレードは炭素鋼よりも流動応力が高いため、同じサイズの部品に対してプレスにはより多くの能力が必要になります。また、歪み硬化が起こりやすく、パス間の再加熱が正しく行われないと亀裂が発生する可能性があります。二相グレードは温度の影響をさらに受けやすく、狭い鍛造ウィンドウの外側で作業すると、フェライトとオーステナイトのバランスが不安定になり、耐食性が低下する可能性があります。
鍛造可能鋼部品の主要な設計ルール
鍛造を考慮せずに設計された部品は、多くの場合、製造コストが大幅に高くなったり、プロセスの構造上の利点を活用できなかったりします。これらの設計原則を最初から適用すると、後で費用のかかる再設計を回避できます。
抜き勾配角度
密閉型鍛造におけるすべての垂直面には、部品を金型から取り出すことができるように抜き勾配が必要です。鍛造鋼の標準抜き勾配は、 外面では 5 ~ 7°、内面では 7 ~ 10° 。ゼロドラフトまたはネガティブドラフト機能には、エジェクタピンまたは分割ダイを使用したより複雑な工具が必要となり、コストが大幅に増加します。
フィレットとコーナー半径
鋭い内部コーナーは、完成品だけでなく金型にも応力集中を引き起こします。最小内部フィレット半径は 3 mm が実際的な開始点であり、負荷の高いゾーンでは 6 mm 以上が推奨されます。外側のコーナー半径は少なくとも 1.5 mm である必要があります。適切なフィレットを備えた部品は、急激な遷移を備えた部品と比較して疲労寿命が最大 3 倍向上します。
パーティング ラインの配置
パーティング ラインは、2 つのダイの半分が交わる場所です。ダイの深さとバリを最小限に抑えるために、部品の最大断面に配置する必要があります。真っ直ぐで平らなパーティング ラインが最もシンプルで安価なオプションです。曲線または角度のあるパーティング ラインは工具の複雑さを追加しますが、特定の形状では必要になる場合があります。
断面厚さの変化
同じ部品内で断面の厚さが大きく異なると、鍛造中に不均一な金属の流れが生じます。薄い部分は厚い部分よりも早く充填され、早く冷却されるため、充填不足や亀裂が発生します。経験則として、材料を事前に分配するための慎重なプリフォーム設計を行わない限り、鋼鍛造品の最大肉厚と最小肉厚の比率は 4:1 を超えてはなりません。
グレイン フローの配向性
鋳造や棒材の機械加工に対する鋼鍛造の最も重要な利点の 1 つは、使用中に粒子の流れを最も高い応力の方向に揃えることができることです。ロッド軸に沿った縦方向の結晶粒流で鍛造されたコンロッドは、結晶粒が重要なセクションを横切って流れる棒材から機械加工されたものよりもはるかに優れた耐疲労性を備えています。 主負荷軸が主鍛造方向と一致するように部品を設計します。
鋼の鍛造 vs 鋳造 vs 棒材からの機械加工
エンジニアは、構造用鋼部品の製造ルートを選択する際に、鍛造、鋳造、機械加工のいずれかの選択を頻繁に迫られます。各方法には、異なるパフォーマンスとコストのプロファイルがあります。
| 基準 | 鋼鍛造品 | キャスティング | 機械加工された棒材 |
|---|---|---|---|
| 引張強さ | 高(粒子が精製された) | 中(多孔性リスク) | 良い(グレードによる) |
| 疲労寿命 | 素晴らしい | 下位(内部欠陥) | 木目が揃っていれば良好 |
| 幾何学的複雑さ | 中等度 | 高 | 高 (CNC) |
| 工具コスト | 高 (dies) | 中等度 (patterns/molds) | 低いまたはなし |
| 大量生産時の単価 | 低い | 低い to moderate | 高 (material waste) |
| 内部欠陥 | 最小限(空隙が閉じられている) | 可能(収縮、気孔率) | バーの品質によって異なります |
| リードタイム(試作) | ロング(金型製作) | 中等度 | ショート |
通常、決定は年間生産量、必要な機械的性能、部品の複雑さの 3 つの要素によって決まります。複雑な内部通路やアンダーカットのある部品の場合、形状だけで鋳造が成功することがよくあります。自動車、航空宇宙、石油・ガスなどの大量生産構造部品の場合、ほぼ常に鍛造がパフォーマンスとライフサイクル コストの点で有利です。棒材からの機械加工は、プロトタイプ、非常に小さなバッチ、または経済的に鍛造するには小さすぎる部品の場合に最も合理的です。
鋼の鍛造によくある欠陥とその防止方法
プロセスパラメータが正しい場合でも、鋼鍛造品には構造の完全性を損なう欠陥が発生する可能性があります。各欠陥の原因とそれを早期に発見する方法を知ることで、コストのかかる現場での失敗を防ぐことができます。
ラップアンドフォールド
ラップは、表面のしわや張り出しが折り返され、接着せずに成形品の表面に鍛造されるときに形成されます。これらは線状の表面欠陥として現れ、通常はパーティング ラインに平行に伸びます。通常、根本的な原因は、不正確なプリフォーム形状、過度のバリ、または金型内の金属流動分布不良です。磁粉検査により、表面のラップを確実に検出します。防止するには、適切なプリフォーム設計とダイキャビティの最適化が必要です。
アンダーフィル
アンダーフィルとは、鍛造中に金型キャビティが鋼で完全に充填されず、部品表面に浅い凹みが残ることを意味します。原因には、不十分なビレット重量、低すぎる鍛造温度、キャビティが満たされる前に材料を流出させる過度のバリ、または不適切なプレス能力が含まれます。ほとんどの場合、寸法検査でアンダーフィルを検出できますが、最初の生産実行時にサンプルを切断することでアンダーフィルを検出する方が効果的です。
ひび割れ
表面亀裂は、鋼の鍛造温度が低すぎる場合(延性から脆性への遷移範囲未満)、ひずみ速度が高すぎる場合、または鋼の硫黄またはリン含有量が過剰で熱間ショートを促進する場合に発生します。内部亀裂 (破裂欠陥) は、鍛造中にコアに引張応力が発生すると、多くの場合重い部分で発生します。 ほとんどの合金鋼では鍛造温度を 1,050°C 以上に維持し、パスごとの過度の低下を避けることで、割れ欠陥の大部分を防止します。
脱炭
高温の空気に長時間さらされると、炭素が鋼の表面層から拡散し、柔らかい低炭素ゾーンが形成され、硬度と疲労耐性が低下します。直火炉で加熱される部品では、脱炭深さが 0.3 ~ 0.8 mm になることも珍しくありません。雰囲気制御炉または誘導加熱を使用すると、脱炭が大幅に減少し、脱炭が発生した場合には、変質層を機械加工して除去することが標準的な修復方法となります。
ダイシフト
型ずれとは、鍛造時に上型と下型の位置がずれることで発生し、パーティングラインでずれた部品が生成されます。 0.5 mm のずれでも、部品が寸法検査に不合格になる可能性があります。定期的なダイの位置合わせチェックと適切な位置決めキーのメンテナンスにより、生産時のこの欠陥を防ぐことができます。
鋼鍛造に依存する産業とその理由
鍛造鋼の需要は、構造上の破損が許されない業界によって牽引されています。鍛造が指定される場所と理由を理解することは、バイヤーが工具への投資を正当化するのに役立ち、エンジニアが競合するプロセスよりも鍛造を主張するのに役立ちます。
- 自動車: コネクティング ロッド、クランクシャフト、ステアリング ナックル、ホイール ハブ、カムシャフト、トランスミッション ギアは、ほぼ普遍的に鍛造されています。一般的な乗用車には 35 ~ 45 kg の鍛造鋼部品が搭載されています。鍛造鋼の耐疲労性と耐衝撃性が、これらの安全性が重要なコンポーネントが鋳造されない理由です。
- 石油とガス: ドリルビット、ドリルカラー、BOP コンポーネント、バルブ本体、フランジ (ANSI/ASME B16.5)、海中コネクタは、ダウンホールの極端な圧力 (用途によっては最大 15,000 psi の使用圧力) や腐食環境に耐えられるように鍛造する必要があります。 ASME/ANSI および API 標準では、これらのコンポーネントの多くに鍛造が義務付けられています。
- 航空宇宙: 着陸装置の支柱、翼の取り付け金具、エンジン マウント、タービン ディスクは、高強度合金鋼と超合金から鍛造されています。航空宇宙産業のトレーサビリティ、認定された材料試験レポート、および非破壊試験に対する厳しい要件により、鍛造は機体構造コンポーネントのデフォルトの選択肢となっています。
- 発電: 原子力発電所や従来型発電所の蒸気タービン ローター、発電機シャフト、圧力容器ヘッドは、生産される鍛造品の中で最大のものであり、単一の自由型鍛造品の重量は 150 ~ 300 トンにもなります。熱と機械の複合ストレス下で 30 ~ 60 年間動作するコンポーネントに必要な材料の完全性は、制御された鍛造と熱処理によってのみ達成できます。
- 鉱山および建設機械: ブルドーザーのトラックリンク、掘削機のバケットピン、岩石破砕機のハンマー、ドリルロッドは、激しい衝撃や摩耗にさらされます。高マンガンおよび低合金鋼の鍛造品は、これらの条件下での変形や破損に対する耐性が、鋳造品よりもはるかに優れています。
- 守備: 砲弾、装甲貫通貫通体、戦車履帯コンポーネント、砲身は、他のプロセスでは達成できない特定の硬度、靭性、寸法の一貫性を必要とする軍事仕様を満たすように鍛造されます。
鍛造品の品質基準と認証
該当する規格を参照せずに鍛造鋼を購入すると、購入者は品質のばらつきや不適合部品にさらされることになります。鋼の鍛造品の品質を管理する主要な基準については、注文書を作成する前に知っておく価値があります。
- ASTM A668 / A668M: 一般産業用炭素鋼・合金鋼鍛造品の標準仕様です。引張強さ 485 MPa (クラス D) から 830 MPa (クラス L) までの機械的特性要件を持つ 8 つのクラスをカバーします。
- ASTM A182: 高温使用用の鍛造または圧延合金およびステンレス鋼のパイプ フランジ、鍛造継手、およびバルブをカバーします。石油、ガス、化学処理の仕様で広く参照されています。
- ASTM A105: 常温および高温での配管用途向けの炭素鋼鍛造品の標準です。これは、工業用配管システムのフランジと継手に関して最も一般的に呼ばれる仕様の 1 つです。
- API 6A / 6D: 坑口およびクリスマスツリー機器 (6A) およびパイプラインバルブ (6D) に関する米国石油協会の規格。これらの規格は、炭化水素サービスで使用される鍛造コンポーネントの材料クラス、テスト要件、トレーサビリティ文書を定義します。
- AMS (航空宇宙材料仕様書): AMS 2750 (熱処理用高温測定) や材料固有の AMS グレード (例: 4340 鋼の AMS 6414) などの SAE AMS 規格が、航空宇宙用鍛造品を管理します。コンプライアンスには、文書化された炉校正、認定された材料試験レポート、および最初の製品検査が必要です。
- ISO 9001 / IATF 16949: 一般産業用(ISO 9001)および自動車用(IATF 16949)鍛造サプライヤー向けの品質マネジメントシステム認証。これらの認証は、サプライヤーが文書化された品質システムを運用していることを示しますが、それ自体で製品が特定の機械仕様に準拠していることを保証するものではありません。
鍛造品の出荷ごとに、必ず材料試験レポート (MTR)、寸法検査レポート、および NDE レポートを要求してください。 重要な用途については、航空宇宙および原子力調達においては、鍛造工場での立会い試験が標準的な慣行となっています。
鋼鍛造に関するよくある質問
閉型鍛造品の最低発注数量はいくらですか?
ほとんどの密閉型鍛造工場は、新しい金型プロジェクトの最小注文数量 (MOQ) を 100 ~ 500 個に設定していますが、これは部品のサイズと複雑さによって異なります。小さくて単純な部品の場合、50 個の試作を検討するショップもあります。高い金型コストが主な制約です。金型コストを少数の部品に分割すると、ユニットあたりのコストが大幅に上昇します。自由金型鍛造品にはカスタム工具が必要ないため、実用的な最小発注数量はありません。
鋼の鍛造品ができるまでどのくらい時間がかかりますか?
新しい金型を使用した密閉型鍛造の場合、リードタイムは通常 10 ~ 16 週間かかります。内訳は、金型の設計と製造に 4 ~ 6 週間、初品鍛造試作に 1 ~ 2 週間、生産部品の熱処理と機械加工に 2 ~ 4 週間です。大型部品の自由型鍛造には、鍛造工場の能力と鋼ビレットの入手可能性に応じて 8 ~ 20 週間かかる場合があります。既存の金型からの繰り返し注文には通常 4 ~ 8 週間かかります。
ステンレス鋼は炭素鋼と同じ設備で鍛造できますか?
はい、同じハンマーとプレスが使用されますが、ステンレス鋼、特にオーステナイトグレードは、流動応力が高いため、同等の温度で炭素鋼よりも高い鍛造力が必要です。特定の炭素鋼部品サイズ向けに定格されているプレスをステンレスに切り替える場合は、定格を下げるか、部品をより小さな操作に分割する必要がある場合があります。また、ステンレス鋼を鍛造する場合は、界面圧力が高く、研磨性の酸化物スケールが原因で、金型の寿命も通常より短くなります。
温間鍛造と熱間鍛造は違うのですか?
はい。温間鍛造は、冷間鍛造と熱間鍛造の間の温度範囲で実行されます。通常、鋼の場合は 650 ~ 950 °C です。これらの温度では、流動応力は室温よりも低くなります (成形が容易になります) が、鋼は熱間鍛造で見られる重度の酸化スケールを形成しません。その結果、熱間鍛造よりも優れた表面仕上げと厳しい公差が得られ、冷間鍛造よりも低いプレス力が得られます。温間鍛造は、表面品質が重要であるが冷間鍛造力が非現実的に高い、中程度の複雑さの部品に使用されます。
図面上で鍛造品を正しく指定するにはどうすればよいですか?
図面上の完全な鍛造仕様には、鋼種 (ASTM、AISI、または AMS 指定)、熱処理条件と必要な硬度または引張/降伏強さ、抜き勾配の要件、フィレットとコーナー半径の最小値、鍛造されたままの表面の表面仕上げ (Ra 値)、パーティング ラインでの許容できるバリの広がり、必要な NDE 方法 (MPI、UT) と合格基準、および該当する材料試験レポートの要件が含まれている必要があります。該当する ASTM 規格 (ASTM A668、クラス F など) を参照すると、すべての材料要件と試験要件が明確に結び付けられます。