の実用的なガイド ステンレス鋼の鍛造
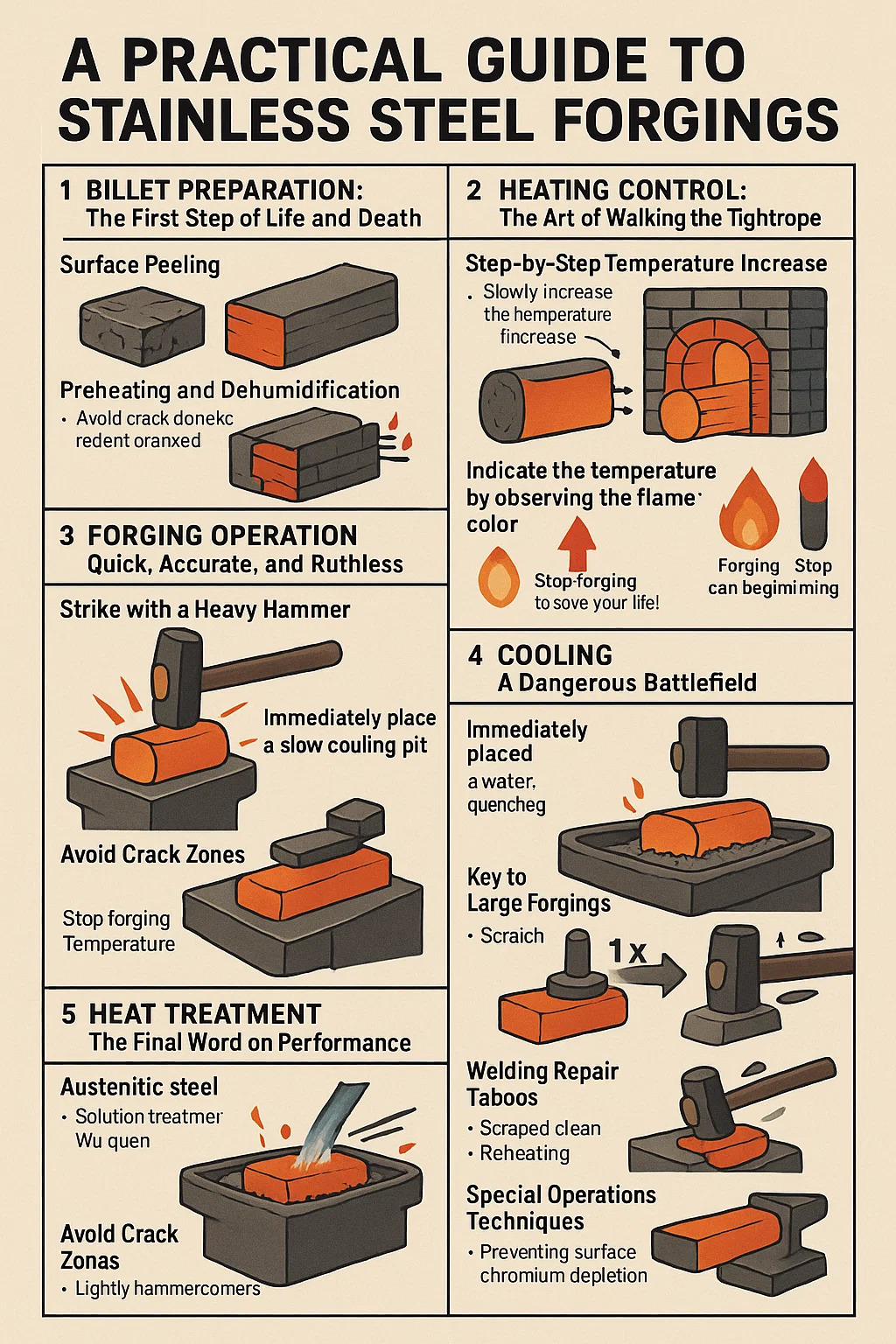
1。ビレットの準備:生と死の最初のステップ
表面の剥離:ステンレス鋼のビレットは、スケールと亀裂を除去するために完全に粉砕する必要があります。
予熱と除湿:温度を200〜400°Cからゆっくりと上げて、水素を排出し、高合金鋼での水素堆積亀裂を防ぎます。
2。加熱制御:綱渡りの芸術
段階的な温度上昇:
温度を650°C未満にゆっくりと上げます(熱応力の亀裂を防ぐため)。
800°Cを超える温度を急速に上げます(高温暴露時間を短縮するため)。
正確な温度制御の鉄のルール:
オーステナイトステンレス鋼(例:304):500〜850°Cの範囲に15分以上滞在しないでください(そうでなければ、腐食抵抗が崩壊します)。
マルテンサイトステンレス鋼(例:420):温度が1100°Cを超える場合は、すぐに炉を停止します(過熱しても役に立たなくなります)。
炎の色を観察して温度を示します。
明るい黄色(約1100°C)→鍛造が開始できます。濃い赤(<900°C)→あなたの命を救うためにハンマーを止めてください!
3。鍛造操作:迅速で、正確で、冷酷
重いハンマーでストライキ:
高合金鋼の熱伝導率が低い→表面はすぐに冷却されます。コアは、3回の打撃以内にhammer打されなければなりません。
一撃あたり20%以上の変形(表面亀裂が内側に伸びるのを防ぐため)。
亀裂ゾーンを避ける:
鍛造温度の停止:オーステナイト鋼鋼≥850°C、マルテンサイト鋼≥950°C(この温度を下回ると、必然的に亀裂があります)。
軽くハンマーとポリッシュコーナー(ストレス集中のためのリスクの高い領域)。
4。冷却:危険な戦場
マルテンサイトステンレス鋼(例:420/440):
鍛造→冷却の後、ゆっくりと冷却ピット(熱い砂/アスベストのフェルトに埋められた)に鋼をすぐに入れます=ひび割れ!
300°C未満で冷却してから、空気を冷やします。オーステナイトステンレス鋼(304/316など):
迅速な冷却のためのウォータークエンチング(500〜800°Cの炭化物沈殿ゾーンをスキップ)→腐食抵抗の維持!
二重ステンレス鋼(2205など):
室温までの空気冷却→水消光を厳密に避けます(相変換応力の亀裂を防ぐため)。
5。熱処理:パフォーマンスに関する最終語
オーステナイトスチール:
溶液処理:1100°C→炭化物を溶解し、ピーク腐食抵抗を達成します。
マルテンサイトスチール:
アニーリングと軟化:850°C→でのゆっくりと冷却が加工を促進します。
消光抑制:200-300°C→HRC 50の硬度で1000°Cの焼き付けでオイル消光が行われ、耐摩耗性の高いツールになります。
6。特殊作戦技術
表面クロムの枯渇を防ぐ:
加熱炉を通してアルゴン/窒素を通過→スケール形成の防止(酸化=クロム損失=急落耐性抵抗)。大きな鍛造の鍵:
「2つの光、1つの重い」ハンマーテクニック:まず、コアを緩めるために軽くハンマーしてから、それを形作るために激しくハンマーします(コアが溶けたり割れたりするのを防ぐため)。
溶接修理タブー:
鍛造欠陥を直接溶接してはなりません!それらはきれいに削り取られ、再加熱され、その後、ギャップを閉じるために鍛造されなければなりません(溶接修復=腐食したブルズアイ)。